We’re kicking off the new season at the International Powder and Bulk Solids Show in Chicago 2025. In our first podcast episode, Donovan sits down with Marc Hodapp from Fire & Risk Alliance to discuss Dust Hazard Analyses (DHA)—what they are, when you need one, and what to do once you’ve got your results. They dive into key metrics like KST and PMAX for combustible dust, and Marc shares how Fire & Risk Alliance can help interpret these values and guide you toward the right safety solutions. To learn more about Fire & Risk Alliance visit: https://fireriskalliance.com
Narrator: Welcome to the Dusty Jobs podcast from Imperial Systems. Industry knowledge to make your job easier and safer.
Donovan: Hello and welcome to another episode of the Dusty Jobs podcast. We’re here at Powder Bulk. It’s an interesting, it’s a great show.
Mark: It’s been a great show so far.
Donovan: Joining us right now is Mark Hodapp. Did I say that right?
Mark: You did.
Donovan: Fire Risk Alliance, right?
Mark: That is correct.
Donovan: Fire Risk Alliance. So, we’re here. We saw you guys’ last time at the show. This isn’t your first show. You guys come to this all the time.
Mark: Yeah, we’ve been here quite a bit. We had a couple of years off there but were happy to be back and see everybody.
Donovan: Well, I think everybody took a couple of years off during COVID it seems like. But the show seems like there’s a ton of people out this year. I’d say if anybody’s out there thinking about coming next time, great time. Lots of great booths.
Mark: Yeah, I mean, I think we’ve been talking about it ourselves internally, and we want to make sure this is an annual thing for us.
Donovan: Yeah.
Mark: There’s a lot of great people, a lot of great conversations, good networking.
Donovan: So yeah, yeah. So, one of the reasons you guys are here is because of powder bulk, I mean, it’s really the explosive dust show, right? Isn’t that what you’d say? Like, come here, you can learn a lot about it.
Mark: We learn a lot. I mean, for us, you know, in our field, we deal a lot with combustible dust and industrial and manufacturing.
Donovan: Right.
Mark: You know, our company certainly does other things, but myself, that’s what I specialize in.
Donovan: Yeah.
Mark: And so for us, we get to meet everybody who manufactures the equipment that our clients use to understand what’s out there, what we’re going to see in the field.
Donovan: Yeah.
Mark: Um, get to learn about what’s new and in all the fire and explosion protection and dust collection.
Donovan: People are making new products all the time.
Mark: That’s right.
Donovan: Trying to make things healthier, safer for people who are out there working with some of this dust that’s potentially very dangerous.
Mark: Yeah, that’s and for us, you know, it helps to have a good network to, you know, we’re analyzing and understanding what the hazards are and working with our clients to mitigate those hazards and it’s helpful for us to know who’s out there and what equipment’s available that we can recommend to make them safer.
Donovan: Right. So, and that’s really the backbone of what you do, right? You’ve been doing this for how long now?
Mark: About 16 years.
Donovan: 16 years. This is not your first rodeo.
Mark: It is not. We’ve done somewhere on the order of 300 dust hazard analyses.
Donovan: Wow. We’ve talked about before dust hazard analysis. That’s a new thing. The government’s mandating it. So, give me 10 seconds on what a dust hazard analysis is and what you guys do with that. So, anybody out there who’s never heard of it.
Mark: So, really a dust hazard analysis is to understand if you’re handling combustible dusts.
Donovan: Okay.
Mark: And if so, understanding what their hazards are, the actual material hazards and then in your facility understanding what equipment is handling that dust and if there’s fire explosion or flash fire hazards associated with that and same thing in the building. Do you have any future dust? Where does that go? Do you have fire, flash fire and explosion hazards?
Donovan: So, it’s more than just an evaluation of the dust. It’s an evaluation of the full facility and how that dust interacts in that facility. Is that a good way to put it?
Mark: That’s a good way to put it. And you know, the key is really understanding what hazards exist and then how you manage those hazards.
Donovan: Right. And what’s happened over the years. When you go back and you look at some of the large explosions or the large losses that have occurred and still occur, we’re doing better as an industry.
Mark: Yeah. One of the key gaps that’s been identified is people just don’t understand they have these hazards. They don’t necessarily know they have combustible dust.
Donovan: So, what are some of the…So, you’ve done 300 of these. What’s some of the things you’re seeing that’s like most common amongst people that you’re like, you should make sure that that is some… If you have this in your facility, you should have somebody come check it out to see if it’s a potential hazard.
Mark: Yeah. I mean, I would say almost every industry we’ve worked with has combustible dust somewhere.
Donovan: Right.
Mark: If you’re handling bulk solids, particulate solids, you may very well have combustible dust. Anything that is organic is going to generally produce combustible dust, metals. So, a lot of times people don’t understand that their dusts are combustible. More often than not, they are. And even industries like you wouldn’t think of like concrete production. You say concrete stone. There’s no way there’s combustible dust in it. There are combustible additives added to concrete mixtures.
Donovan: Yeah.
Mark: And so, a lot of times I’d say, you know, if you’re handling bulk solids at all, you should really do a dust hazard analysis. That could be as simple as just saying, “we’ve looked at this, we don’t have any combustible dust. We can stop there.”
Donovan: So, okay. So, besides just calling an organization like yourselves, what’s step one to getting that dust? I mean, is it getting your dust tested? Is that step one or is there a step before that? I mean, tell me where I should start. If I’m thinking, I need to get this checked out. What’s the first thing I should do?
Mark: So, generally speaking, I think a good starting point is to kind of gather an inventory of what you’re handling.
Donovan: Okay.
Mark: You can kind of start with an initial screening looking at like safety data sheets, but they’re unreliable in terms of the information that’s on there.
Donovan: Okay.
Mark: There are some websites you can go to that have publicly available dust data. There’s a website hosted by basically Germany’s Virgin of Osha.
Donovan: Okay.
Mark: It’s called the Guestess Database. They have about 7,000 data points that you can go browse through. And so, if you find your dust on there and it’s explosible, it’s a combustible dust,
Donovan: Yeah.
Mark: That’s a pretty good initial screening. And then from there, testing is an important step, but a lot of times that’s where I say it’s good to engage somebody, whether it be internal or consultant externally like myself, to kind of help work through all right, we think we have combustible dust, or we know we do. What’s the best way to test?
Donovan: Okay.
Mark: Because you don’t want to just go out and send any old sample off for testing. You may not get the data you need.
Donovan: No, just put it in a paper baggage or facility and light it on fire, right? You got to…there’s proper ways to do this.
Mark: There’s proper ways to test and also proper ways to sample to make sure that you’re getting good value out of the testing that you do.
Donovan: Okay. So what…okay. So if I’m getting a dust sample together, what’s the proper way to do that? I mean, do I just go to…If I have a dust pointer, I just go to the bottom of it and then scoop up whatever? Do I sweep it off the floor? What am I looking for here?
Mark: That’s a good question. And it really kind of depends what you’re trying to understand about your dust. So if you’re in a facility, let’s say you’re making gypsum board.
Donovan: Okay.
Mark: Gypsum production involves a lot of gypsum, which is non-combustible, but they also use starch and sugar.
Donovan: Yeah.
Mark: And so if you’re trying to understand, it can be quite dusty. So if you’re trying to understand, do I have building deflagration hazards, you might be interested in sampling some of the dust off the floor, but you want to make sure you’re taking it from a location, maybe closer to where you have your starch or sugar.
Donovan: Okay.
Mark: And so sometimes it’s appropriate to sample from surfaces or floors. But if you’re saying, “Okay, I need to put in a new dust collection system. How do I know if I have muscled dust? How do I size my explosion protection?” Then it could be good to take samples from a drum of an existing dust collector, for example, that’s going to be replaced.
Donovan: Yeah.
Mark: So, where you sample, how you sample, understanding the composition of materials. If you are in a process where you have different batches or powder blending facilities, you may have hundreds or thousands of different recipes.
Donovan: Oh, that’s true.
Mark: And so you look through your recipes and say, “All right, what do we know about these materials?
Donovan: So Monday might not be too bad, but whatever you’re mixing on Wednesday, kaboom!
Mark: And that’s why I recommend the earlier you have someone who’s had some expertise in this, whether internally or externally, it’s good, because dust testing is relatively affordable, but you want to make sure you’re still getting your money’s worth out of the test.
Donovan: Yeah. Yeah. And that’s where guys like you who have been doing this for a long time can help make sure you’re not wasting your time, wasting your money, getting things tested that you don’t even need to get tested, or maybe getting back the wrong results.
Mark: That’s right.
Donovan: Because I know for us, that building dust collectors, the KST scale is something that is tricky for people to understand it.
Mark: Yes.
Donovan: Because a KST of zero…Means you don’t have an explosible dust.
Mark: No problem.
Donovan: But you have a KST of five…
Mark: With some gray areas, it could still be combustible dust.
Donovan: Right.
Donovan: But then if you have a KST of 150, you have a KST of 202, that even though that doesn’t seem like that’s that big of a jump, that scale makes a difference…On our side, I know, makes a difference on how you protect that dust collector.
Mark: It does. And that’s a good…I mean, two points there I think are important is one is KST and P-MAX, which is what a lot of folks think of when you think about dust testing and what comes out of it. Those are important numbers. And they are a big driver on explosion, system sizing, and design. But they’re only one indication of a hazard. And that’s kind of a misconception I see a lot. I’ve had a lot of clients I’ve worked with over the years that said, “Well, we only have a KST of 60 or 45. We’ve been told in the past that we don’t have to worry about that.”
Donovan: Right.
Mark: “It’s very mild. We don’t have to worry about that.” And there are other properties of a dust that can make things uniquely hazardous, like how easy it is to ignite.
Donovan: True.
Mark: You may have a dust as a KST of 100, but a very low ignition energy. That dust is probably going to have a much higher likelihood of actually having an incident than another dust with a KST of 80 or 140, rather a higher KST, but a very high ignition energy.
Donovan: Yeah.
Mark: And so I think when you look at where accidents actually occur and where the risk actually is, the KST is one piece of the puzzle, but it doesn’t give you the whole picture.
Donovan: Right.
Mark: And similarly, you may have certain situations where a dust is not explosible, but could still present a fire hazard.
Donovan: Oh, yeah.
Mark: And so maybe you don’t need explosion protection, or maybe you added it as an abundance of caution, but maybe your fire protection considerations are still important.
Donovan: Right.
Donovan: I always like to use wood as the example. It’s great for that because sawdust is way different than a 2×4.
Mark: That’s right. Which is way different than wood flower.
Donovan: Right.
Mark: Or what you get from sanding MDF.
Donovan: Exactly. So because those are, you know, you’re dealing with one dust that is still, you know, I might have a 2×4 laying there. That’s a definitely fire hazard. It could potentially catch on fire.
Mark: It’ll burn.
Donovan: But you have wood flower. It could burn, but it can also explode and feed to a lot more harm.
Mark: That’s right.
Donovan: So, Yeah. So you guys can come in, start taking those data points, and then for a DHA, you are going to compile. Do you get a report at the end? What’s the end result?
Mark: Yeah. So kind of we like to think about combustible dust hazard management is really kind of a life cycle.
Donovan: Okay.
Mark: DHA is usually a first step.
Donovan: Gotcha.
Mark: And so what our deliverable for a DHA is is usually ideally we’d be involved early on to kind of help guide the testing and sampling project, part of the project, and then usually our deliverable is some sort of a report depending on what stage the project’s in.
Donovan: Gotcha.
Mark: And what that really does is that creates a clear picture for our clients of where their hazards are.
Donovan: Andthat’s on maybe a new construction or replacement of a collector?
Mark: That’s an excellent question. I mean, I kind of think of DHA’s in three phases. A lot of times it’s a retroactive requirement.
Donovan: Right.
Mark: A lot of times you can be doing a DHA on an existing facility, and you’re going to be finding gaps generally for things that were installed a long time ago or may have been grandfathered in.
Donovan: Right.
Mark: But there’s still kind of a general requirement to mitigate risk to the extent possible or identify action plans for what you do over the next five or ten years. Plan your future projects, plan equipment upgrades.
Donovan: Yep.
Mark: To bring yourself into compliance and a higher level of safety.
Donovan: Right.
Mark: We also do a lot of DHA’s as part of new projects.
Donovan: Yep.
Mark: And I always say if you’re doing a DHA as part of a new project, that’s where you have the most value. Because it’s relatively straightforward and you’re also making sure that your design works well from a safety standpoint and the performance standpoint. Is your dust collection going to work with you and what you need to do as your facility or process grows to make sure you have long-term combustible dust management?
Donovan: Right.
Mark: Are you right sizing your safety systems? Do you have the most… Are you putting your dust collector in the most optimal location?
Donovan: Right.
Mark: For performance and safety?
Donovan: Yeah, and cost.
Mark: And cost.
Donovan: Yeah, because if you put something in the middle of a facility, that has a much higher cost than if you were able to locate that outside of the facility.
Mark: Yeah.
Donovan: Yeah. So, all right, let me ask you this. Say I have a brand new project and I don’t have any dust yet from my thing. Could you guys help me try to figure out how I can protect my collector properly?
Mark: Definitely, and it happens. I mean, we’re working on several right now.
Donovan: Yeah.
Mark: And that’s great.
Mark: So, the more new DHAs we do for new projects, the happier we are.
Donovan: Right.
Mark: It means everyone’s staying ahead of it. But the short answer is yes. It depends on the process. You know, if it’s an R&D application or new product, a lot of times the materials that they’re going to be handling or the formulations, I’ve already been developed.
Donovan: Right.
Mark: At a lab scale.
Donovan: Yeah.
Mark: So, a lot of times we can work with our clients and they can create samples from a lab that are representative of what they’re going to be doing. Other times, you may not know exactly what the composition of your dust is or exactly the particle size, but you can bound your design. And so, for example, take something like wood.
Donovan: Yeah.
Mark: Common material.
Donovan: Right.
Mark: We don’t necessarily need to test that in all applications, especially if you’re picking out a new dust collector. If it’s sized for ST1 dusts, then you’re covered up to a KST of 200 PMX of say maybe 5 bar.
Donovan: Right.
Mark: You’re going to be well covered for pretty much any type of wood you’re using.
Donovan: Yeah. Unless you have something really crazy.
Mark: Oh yeah, or if it has additives in it or various things, you know, composites, for example.
Donovan: Right.
Mark: Maybe throw a wrench in that.
Donovan: Yep. Yeah.
Mark: But you can work through that and you can usually design with the safety factor to account for that.
Donovan: And probably come into an organization like you guys, who have so much under their belt already, you’re going to be, there’s a chance, a decent chance, you’ve already ran into a similar dust that you can at least compare it to.
Mark: That’s right. I would say another thing that we’re seeing more of, and it depends on the state and jurisdiction, but we’re seeing more input from fire code officials and building code officials, where they’re saying, I mean, for a long time, if you’re going to put in a sprinkler system or you’re going to design a building, you need fire protection drawings, you need stamped architectural set for permit. We’re more frequently seeing fire code officials saying, I need my dust collection drawings or my explosion protection drawings reviewed and stamped by a professional design, by a design professional.
Donovan: Yeah.
Mark: And that’s something we’re all registered engineers, we’re registered in all 50 states.
Donovan: Nice.
Mark: And that’s something as well. If you’re doing a DHA as part of a new project, that gives you all the documentation you need.
Donovan: Right.
Mark: Not just for the building design, but for also the equipment that goes into it.
Donovan: So we’ve been talking a lot about new projects. But I gotta imagine that some of the biggest challenges is that dust collector that’s been out there for 30 years.
Mark: Yeah.
Donovan: It still may be running fine, but 30 years ago, it didn’t need to have the same protections, or maybe there wasn’t as much of an awareness of what needed. And now people are coming back, their insurance companies telling them stuff, and they got to start to unpack how they’re going to tackle that. Now, is that an area you guys can help with too?
Mark: It is, and we do a lot of that. I think existing facilities are spot on, present some of the most difficult challenges, because it could be a situation where someone is mandating that you do a DHA, like you said, and ensure that may not be something that you had planned for that year. And so, one of the roles that we help to serve is to help kind of evaluate those existing conditions. There’s things that can be done on pretty much any existing system to help mitigate risk, low hanging fruit, things you can do maybe for ignition source control, duct balancing, bonding and grounding, kind of managing things, or certain things you can do very low cost to start mitigating risk on day one.
Donovan: Right.
Mark: And a lot of times what we do with our clients is say, “Alright, let’s take a look at what you would need to do to bring this into compliance, or really manage the hazards that you have. Does it make sense to try to retrofit your existing equipment?” Sometimes you can. And we can work with them to size their exposure protection, install the right specifying and size their fire protection upgrades appropriately, and kind of help them understand what the costs and implications of that would be.
Donovan: Yeah.
Mark: A lot of times what you end up finding is it’s actually more cost effective to plan for and properly design and install a new dust collection system.
Donovan: Yeah, and I talk to a lot of people too, and that’s the same challenge they’re at. You know, they’re at this fork in the road, and they’re trying to do a budgetary analysis to see if they are…What they have is worthy and/or capable of being upgraded, and what the costs are associated with that. And it’s nice to know that there’s people out there that are third party. They have no skin in the game. They’re just trying to make sure people are getting home safe to their families.
Mark: Yeah, I mean for us, our goal is making sure that we’re protecting our clients and their people and their facilities and their business continuity. And we’re really in the business of providing the best objective advice that we can.
Donovan: Right.
Mark: But we also are advocates for our clients, right?
Donovan: Right.
Mark: And I think there’s a really good example. We worked on a project this past summer where they had a dust collector that was probably within five years of the end of its life anyway, had to be replaced, they had to be insured, that said, “Hey, you have to do this DHA.”
Donovan: Right.
Mark: And they had a lot of gaps in their fire and explosion protection. And we were able to help them come to a solution where we identified four or five things they could do at low cost to mitigate their risks substantially, modify their process and dust collection a little bit to maybe remove some of their higher risk items. So for example, they had some belt sanders that were used infrequently, but they produce a lot more sparks.
Donovan: Right.
Mark: And we say, “Hey, do you really need this here? Do you really need this now? No, we don’t. We can live without this short term.” And we kind of helped work with them and their insurer to say, “All right, here’s the plan for what we do this year.”
Donovan: Yeah.
Mark: And we think that this gets them to kind of as low as reasonably possible risk position for them to start planning for a new dust collector.
Donovan: Right.
Mark: And it turned out that that was everyone was in agreement, and it gave them five years to really budget for and plan for the new dust collection system that was not only safe and compliant, but got them where they needed to go.
Donovan: Yeah and in the meantime, as opposed to just putting it off, they’re doing everything they can in that situation to make it safe.
Mark: That’s right.
Donovan: As it can be.
Mark: Yep. Which is, that’s great.
Donovan: Yeah, that’s what everybody wants. Everybody just wants to have a safer work environment, try to help people.
Mark: Exactly.
Donovan: Yeah, have a really, not feel worried when you go to work. You want to be able to just go and do your job.
Mark: Exactly. And I mean, you know, we all understand, I don’t know that every, you know, on the codes and standards are developed.
Donovan: Right.
Mark: But those of us that are out there, either in industry or practicing, we understand that there’s real world constraints, there’s cost implications.
Donovan: Right.
Mark: But by and large, everyone wants to do the right thing.
Donovan: Yeah.
Mark: And so I think, you know, finding pragmatic solutions, working with those in industry that have good solutions for retrofits and offer, you know, new and improved and current and compliant systems and kind of putting everybody together is something that we really enjoy doing.
Donovan: Yeah. And if you’re in that situation, I would say, you have the opportunity to come to a show like this. Boy, this is like just a goldmine of finding solutions and ways that you can do that. If you’re an engineering firm out there and you’re looking for some guidance, contacting guys like you could really help get this stuff into your customers’ budgets ahead of time on new projects, you know, get that design knowledge of people who’ve been in the field for a long time. A lot of people who are doing engineering work, structural engineers think that, you know, they’re not living it every day like you guys are. And they could probably miss something on accident. They don’t even mean to.
Mark: Yeah. And I mean, I think one thing for me that’s been really interesting is I’ve been doing it long enough now to kind of see how I’ve been on, I didn’t mention this, but I’ve been on the NFPA 652 committee for about 15 years, kind of initially when the DHA requirement came out.
Donovan: Yeah. And it has been a long time with the…
Mark: It has an hour in 660, NFPA 660, which is a whole other conversation.
Donovan: So it’s a beast, yeah.
Mark: But I think it’s a really good thing actually. But one thing I think is good is you can see how industry has responded. There’s a lot more options now than there were even when I started.
Donovan: Right.
Mark: And you can go get a brand new bus collector that has what you need on it. You can order it from the factory with all the protection it needs.
Donovan: Yes.
Mark: You don’t have to go try to figure things out on your own.
Donovan: Right.
Mark: There’s a lot of options out there to suit your applications. I think shows like this are really important to see that.
Donovan: Yeah.
Mark: And kind of the cross-sharing of that knowledge.
Donovan: Right.
Mark: Just even in my still relatively limited career has something, something that I’ve seen come to fruition.
Donovan: So… Yeah. All right. So what’s the best way for people to get ahold of you if they want to reach out to you?
Mark: So you can go to our website fireriskalliance.com.
Donovan: Okay.
Mark: There’s, we have a page dedicated to combustible dust there.
Donovan: Yeah.
Mark: That’s a good way to reach out to us. I’m also on LinkedIn.
Donovan: Okay.
Mark: I don’t know if we can share my contact information here if there’s a way to do that.
Donovan: Yeah. Yeah. So we’ll put it in the notes afterwards so everybody can see that and then…
Mark: Yeah.
Donovan: So but…
Mark: Shoot me an email, give me a call. I’ll be happy to chat.
Donovan: There you go. Is there, so is there any final pieces of advice you’d give anybody who’s out there and thinking they might need to get dust?
Mark: Yeah. I mean, I would say, you know, the kind of the sooner you start planning for it, the better. I think earlier involvement and earlier thinking about it is going to end up saving you both time and money in the long run.
Donovan: Yeah.
Mark: Doing that, you know, treating combustible dust hazard analysis, not as something you have to do once, but as something that is integrated into your engineering and safety side. Like so, a lot of our clients were working on not only integrating this into their EHS programs, but also into their engineering standards.
Donovan: Yeah.
Mark: And when you specify a dust collector, combustible dust is part of it.
Donovan: Yeah.
Mark: I’d say thinking of it as kind of integrating into your engineering and safety culture and your engineering and safety standards is, I think, a great way to make sure you’re safe and also make sure that you are kind of optimizing your spend to make sure you get this right from the get-go.
Donovan: Yeah. Yeah. Yeah. Do some work up front so that you’re saving money on the backside.
Mark: Absolutely.
Donovan: Yeah. Well, hey, Mark, thanks so much for coming on. Really appreciate it.
Mark: Appreciate the opportunity and, you know, all the information and everything you’ve been able to give me.
Donovan: And yeah, so reach out to Mark at fireriskalliance.com.
Mark: That’s right.
Donovan: And you can help me out from there, whatever you guys need. Thanks for listening. You can check us out on social media. You can get Facebook, LinkedIn, all of those YouTube. Like us there. Yeah, we’re on all of them. And until next time, stay healthy. Stay safe.
Mark: Thanks for listening.
Donovan: Thanks.
Narrator: Thanks for listening to the Dusty Jobs podcast. Breathe better. Work safer.
When it comes to maintaining a safe and compliant industrial facility, your dust collection system plays a critical role. But as systems age or face increased operational demands, it becomes important to ask: is it better to repair your current dust collector or invest in a new one?
At Imperial Systems in Mercer, PA, we help businesses make smart decisions that protect their people, meet safety standards, and improve efficiency. Here’s how to evaluate whether repair or replacement is the right choice for your facility.
When Dust Collector Repair Makes Sense
Repairs and maintenance are often the most cost-effective choices, especially when your dust collector is still structurally sound. Common maintenance, like replacing filters, fixing valves, or addressing minor mechanical issues, can restore performance and extend system life.
How do you know if you need a repair? Imperial Systems offers ServiceMAXX, an inspection and maintenance program performed by OSHA-trained and confined space-certified experts. These technicians assess your system, perform routine maintenance, and offer recommendations to prevent downtime before it starts. This proactive approach can keep your system running efficiently and safely for years to come.
When It’s Time to Replace
In some cases, the cost of constant repairs or the limitations of an outdated dust collector system make replacement the safer and more cost-effective option.
Frequent Breakdowns: If your system is experiencing repeated issues, the cost of constant repairs adds up quickly.
Under-sizing: Your process has changed, making your collector undersized and unsafe.
Non-Compliance: Older systems may no longer meet OSHA or NFPA standards. Investing in a new, compliant system reduces liability and improves workplace safety.
Lack of Efficiency: Newer systems like the CMAXX Dust & Fume Collection System offer better airflow, more filter media, and superior cleaning capabilities. These upgrades often result in energy savings and increased productivity.
The CMAXX system is a modular, heavy-duty solution designed for demanding environments. It provides powerful pulse-cleaning and has no external bolt holes, minimizing leaks and maximizing safety.
Considering Used Dust Collectors
Purchasing a used dust collector can be a practical and budget-friendly option for some facilities, especially when a new system isn’t currently in the budget. With the right research and inspection, used systems can offer a temporary or even long-term solution to meet your dust collection needs. However, it’s important to keep in mind that used equipment may come with unknown wear or may not meet current safety standards. If you’re exploring this route, be sure to work with a trusted supplier and have the system thoroughly evaluated to ensure it aligns with your performance and compliance goals.
ServiceMAXX can also help to repair any issue on ALL dust collectors on the market, and the parts and service team at Imperial Systems can help you with filters for every collector.
Making the Right Choice
Whether you repair or replace your dust collector, the decision comes down to a mix of performance, cost, and compliance. Our team at Imperial Systems is here to guide you every step of the way, from evaluating your current system to helping you plan for the future.
Imagine your factory suddenly stops because a crucial machine breaks down. Every day it’s not working, you’re looking at losing tens to even hundreds of thousands of dollars. This isn’t just about the products you can’t make – it’s also the wages you’re paying workers who can’t work, wasted materials, extra shipping costs to rush orders, and even penalties for late deliveries. Plus, emergency repairs are expensive. It’s like a domino effect where one broken part can topple your entire day’s profits. This is why having spare parts on hand is so important.
Here’s a theoretical breakdown of how much a manufacturing company might lose per day when a critical piece of equipment fails:
Downtime Direct Costs
Lost Production: $120,000
Assuming 24-hour operation, producing 20 units per hour (total 480)
Profit from each unit valued at $250
Labor Costs: $36,000
50 employees idled at $30/hour for 24 hours
Raw Material Waste: $15,000
Materials in process during breakdown
Downtime Indirect Costs
Overtime Costs: $10,800
30 employees working 8 extra hours at 1.5x pay to catch up
Expedited Shipping: $10,000
Rush orders to meet customer deadlines
Customer Penalties: $20,000
Late delivery fees
Repair Costs: $5,000
Emergency technician fees and replacement parts
Total Estimated Daily Loss Due to Downtime Costs: $216,800
The above example illustrates how quickly costs can accumulate. The actual figure can vary significantly based on the specific industry, production volume, and equipment criticality. Some studies* suggest that unplanned downtime can cost up to $260,000 per hour in certain manufacturing sectors.
For a fraction of the cost of a day’s shutdown, you can have the right parts ready to go, potentially saving hundreds of thousands of dollars and keeping your customers happy. It’s not just a smart investment – it’s essential protection for your business.
Standard Imperial Spare Parts and Estimated Lead Times:
Now that we have discussed the costs of downtime, let’s look at the costs of avoiding downtime, as it relates to your Imperial Dust Collection Equipment. The great news is that prevention comes at a fraction of the cost of downtime.
We’ve broken up the usual suspect spare parts for our systems into three separate categories: Long Lead Items, Medium Lead Time Items, and Short Lead Time Items. This will allow you to assess how much downtime you may face in the event that a system requires a repair and the parts are not on the shelf.
Long Lead Items (3 – 6 weeks)
These items are built to order and are rarely found on the shelf.
Fans: 5 – 6 Weeks on average
Fan Wheels: 3 – 4 weeks on average
Potential Financial Loss: $9,105,600 based on $216,800 estimated daily losses.
Medium Lead Time Items (1 – 3 weeks)
These items may or may not be on the shelf depending on cyclical supply and demand:
Fan Motors: 2 – 3 weeks on average
Potential Financial Loss: $4,552,800 based on $216,800 estimated daily losses.
Short Lead Time Items (1 – 3 Business Days)
These items are typically on the shelf (not a guarantee though) and if an order is placed in the morning, can generally be shipped out the same day if a rush is warranted.
Cartridge Filters
HEPA Filters
Gauge Filter
Diaphragm Valve Repair Kits
Solenoid Valves
Timer Boards
Door Hardware Kits
Explosion Panels and Lead Cables
Couplings
Tubing Kits
Compressed Air Regulator
Airlock Rebuild Kits
Abort Gate Rebuild Kits
Potential Financial Loss: $650,400 based on $216,800 estimated daily losses.
The above lists provide a general idea of the spare parts that you may want to keep on your shelf. It’s important to note that each Imperial Systems collector is built to spec and there may be other items that you may want to keep on the shelf beyond what is listed above. For a complete quote on the recommended spare parts for your dust collection system, please reach out to your territory’s Parts and Maintenance Account Rep at 724.662.2802.
References:
* The $260,000 per hour figure is cited in multiple studies:
According to Analyst firm Aberdeen Research, unplanned downtime can cost a company as much as $260,000 an hour
In this episode, Donovan interviews Hank White from Mazak Optonics Corp. They discuss Mazak’s new budget-friendly laser cutting tables, including a powerful tube cutter. Hank also explains how Mazak provides comprehensive training to ensure customers can maximize the potential of their new equipment.
Narrator: Welcome to the Dusty Jobs podcast from Imperial Systems. Industry knowledge to make your job easier and safer.
Donovan: Hello and welcome to another episode of the Dusty Jobs podcast. It’s going to be one of our last ones here we’re doing at Fabtech this year. Every year we get lucky enough to sit down with our partners at Mazak. We help out with their fume collection on some of their stuff.
Hank: Very much, yes.
Donovan: Yeah, this year we got Hank White. How you doing Hank?
Hank: I’m good today, how are you?
Donovan: Good, I’m doing good because we’re getting close to the end of the show.
Hank: Definitely.
Donovan: I’ve been standing all week. It’s nice to sit down for a minute.
Hank: This is probably the first time I’ve sat in three days.
Donovan: Yeah, yeah, yeah, which is great. It’s been a great show. We’ve had a lot of people. You guys have had a lot of people?
Hank: Oh, it’s been a great turnout. Way better than we expected. We weren’t sure because of the storm. Like everyone else I’m sure you’ve talked to, everyone was kind of hesitant, but we had a great customer turnout. Not only that, the customers we had were very strong. A lot of potential buyers, people that are very interested in purchasing.
Donovan: Yeah, that’s nice. Everyone who came is here and is ready to talk about business.
Hank: Exactly.
Donovan: It’s been nice for that. All right, so Hank, what’s your role at Mazak?
Hank: I’m the laser product manager.
Donovan: Laser product manager?
Hank: Correct.
Donovan: Okay, all right. So you’re going to have to tell me what that means.
Hank: So simply put, I help the factory design and build new laser machines, and it’ll be coming out in the future.
Donovan: Okay.
Hank: And I also work with our application staff, our engineering staff, to sell the machines from an engineering standpoint. So we look at what a customer is doing as far as production, what they’re building, what they’re making, and we try to fit them with the correct machine tool for what they’re doing.
Donovan: Sounds like you handle innovation, product placement, and integration.
Hank: Exactly.
Donovan: Kind of like helping people make sure that they get the right thing.
Hank: Even sales.
Donovan: So we help the marketing team with their brochures and PowerPoints for our sales staff so they know how to sell the machines properly.
Hank: Well, I bet they’re glad they have you over there to help out with all that.
Donovan: Sometimes. I do my best.
Hank: So, okay, so with all that knowledge and experience of what you do over there, you have to know about all the new stuff. You’re the guy to talk to about what’s new in Mazak World.
Donovan: Yes, yes.
Hank: So tell me, this year, what’s a big new product you guys have coming out? This year, our new product release was the EZ, basically a low-cost entry-level machine. That comes in low power. It’s 4 and 6 kilowatt.
Donovan: Okay, so this is a cutting table?
Hank: It is. It is.
Donovan: EZ cutting table?
Hank: Yes.
Donovan: Okay, I’m with you.
Hank: The laser has got two pallets on it. Yeah. So it’s built on the same platform as our Neo is, our higher-level machine tool. But it’s a cost-down package. So we’re trying to get the mid-level market for entry-level. As of right now, we have a lot of competition in the low-end market coming from overseas. So if you want to try to recapture some of that, give people an intermediate option to go with.
Donovan: So maybe a smaller shop, they’re out there, they’re thinking, “I can’t afford a Mazak.” That’s where the big boys play. And you’re saying, “No, we want to start helping these people out that are maybe startups, new companies.”
Hank: Exactly.
Donovan: Start getting them into the Mazak mindset early on. Say, “Hey, we can help you guys out.”
Hank: Get them going and get them successful. If they’re successful, we’re successful.
Donovan: Yeah, there you go. So that’s a smaller laser. How thick can you cut on that?
Hank: Even though it’s low in power, we can still cut up to three-quarter of an inch of mild steel, stainless, and aluminum. So it has a lot of potential in those thicknesses. Now, it’s not as fast as the higher-speed machines, but you still have the ability to take those jobs on even in a smaller shop.
Donovan: So when you get a little more economical price, you get a little bit less speed.
Hank: But you’re still getting a big bang for your buck. You can still put it on automation, grow it as you need to, and then add a bigger laser later if you decide to go up in power.
Donovan: So that unit can run lights out? It can run without an operator?
Hank: 100%.
Donovan: Oh, that’s awesome. So does it auto-load and unload like the other units?
Hank: It does. It runs a schedule. The machine has an automatic nozzle changer on it, automatic focus. So really, the key is to make it as easy for the operator as we can, as little maintenance as we can, a little setup as we can.
Donovan: That’s what everybody likes, low maintenance, easy setup. You’re hitting other things that–
Hank: Yeah. You hear from everyone, it’s very difficult to find people right now. Everyone’s hired, or everyone has a job. So finding good candidates that can run the machines, it’s getting less and less. So we need to be able to fill those gaps with machines that are more automated, more simple to use, simple to program.
Donovan: Well, let’s talk about that for a second. So let’s say I’m a guy. I just bought a Mazak unit. Do you guys offer any training on that for someone who’s a first-time laser operator?
Hank: We sure do. We offer free training within the warranty period, which will be two years. We can extend that if needed.
Donovan: Well, that’s a long time.
Hank: Yeah, for sure. For sure. And we do that either at our facility, or we can do it at the customer’s facility. We’ll do it on site, depending on their needs.
Donovan: That’s great. That’s great. So even if I’m the first time buying a laser, you guys got one that I can afford, you got some training for me, maybe for my employees who are going to be running it.
Hank: Yeah, exactly.
Donovan: That’s great.
Hank: And full application support. So once you get the machine, you’ve been running it for a while, you may run into applications or materials that you’re having a difficult time with. Maybe you’ve never ran them before. We have a dedicated application staff that will assist in that cutting process. You can send us material to our showroom in Elgin, Illinois, and we will process it for you, come up with cutting condition data, or we can actually set up an application’s visit where one of our engineers will come out on site, work with the customer to improve their production, get more efficiency, better quality out of the machine.
Donovan: Man, that is some great support. I mean, that’s what a lot of people need. It might be scared about taking a job on because it’s something you’ve never worked with before. You guys are there, you got their back.
Hank: Yeah, we’re not just a machine tool provider. We try to bring people in like they’re family. Again, like I said earlier, if we can make them successful, it only makes us more successful in the future.
Donovan: That’s great. That’s great. Now, before this, we were also talking about that you guys came out with a new beam cutter. Is that right?
Hank: A new tube cutter.
Donovan: Tube cutter. There you go. Sorry, I got it wrong.
Hank: So, the tube cutters are basically the same machine. What’s new is going to be the control interface on the machine tool.
Donovan: So what’s the name of that machine?
Hank: It’s going to be the Smooth Tube.
Donovan: The Smooth Tube. I like it.
Hank: So it’s a very simplistic user interface. It’s all touchscreen. There are no hard keys anymore. And what’s nice about it is we’ve set it up in a smooth process. That’s why we call it our smooth system.
Donovan: Makes sense.
Hank: Every step from bringing a program file in to setting up the machine to bringing up a schedule or creating a schedule, all the way through what you need to do to run that machine is step-by-step instructions. So you can take a very green operator and get them to run that machine in as little as a week and be very efficient at running it.
Donovan: So it sounds like what you guys have done is make it maybe a more of an intuitive way of running this piece of equipment.
Hank: Exactly. Yes, a good way to say it. Exactly.
Donovan: So, okay, so if I’m a new guy, I have never ran one of these machines before. How long do you think it would take to train me on it?
Hank: I would say probably a solid month. And that’s not necessarily because you can’t run the machine, but a lot of questions are going to come up and you’re going to need to get comfortable with it. Typically, we set up a several-week training course where we come out to you. We can do it in-house, but a lot of the times we don’t have that machine, particularly in our facility because of the size that they are. They’re very large machines. Right. But we’ll come out and we’ll spend several weeks with the customer and go through basic setup, maintenance, and then slowly work into building schedules and how to process tube on the machine. And then we go from there to actually addressing real issues if you crash. We set up different shocks, how to do more periodic long-term maintenance on the machine tool.
Donovan: Yeah.
Hank: And there’s always going to be things that will come up over that period. So, what we do is on the last week or so, we kind of just hang back and we watch the customer run the machine. They run production on their own, and if they have a question, they come tap us on the shoulder, “Hey, how do I get around this issue?” So, by the time we leave, they should be self-sufficient in running the machine tool.
Donovan: So, if I have a Mazak table and I’m looking at getting the Smooth Tube, now, are those controls similar or are they going to be different?
Hank: Yes. They’ll be almost identical in functionality. Some of the screens, obviously, will be different because the five axis had, the process had, the delivery system for the material. One’s going to have a flat sheet. The other is going to have a tube or pipe depending on the shape. So, very different machine tools, but a very standardized control. So, if you’re on one machine, you’ll have an easy time going to the other machine and understanding the workflow and how the machine processes.
Donovan: Oh, that’s great. That’s great. So, if you already have one, you get this other machine?
Hank: Exactly.
Donovan: You’re going to have a learning curve. You’re going to be way ahead on that learning curve.
Hank: Yeah, short learning curves, like we like to say.
Donovan: Yeah. Yeah. Yeah. So, that’s great. Well, you know, we work with you guys to try to make sure that all that fume that these machines produce gets collected, and we’re just glad that you guys work with us on that because, you know, you guys have safety in mind. We have safety in mind, and both of our products not only do a quality job, but, man, I mean, I’ve been around yours, and you guys have a lot of safety protocols in place to make sure that that operator stays safe.
Hank: Yes, 100 percent. And we can trust you guys to give us that satisfaction. You’re running in the background and creating a clean environment. I don’t have to worry about my customer running into those issues because I know you’ve got our backs.
Donovan: Yeah.
Hank: You’ve been an absolutely amazing partner through all of this.
Donovan: Oh, we appreciate that. Yes. Thanks. Thanks. So, what can we be — do you got anything behind the curtain? Anything that we could be seeing from Mazak down the line here that you’d want to share with us, or are you guys just going to keep dialing in what you got?
Hank: Let’s just say next Fabtech a year from now, come see us. We’re going to have some pretty exciting things on the docket.
Donovan: Nice.
Hank: So, I can’t talk about it too much right now.
Donovan: No, that’s good stuff.
Hank: I wish I could. You know, you’ve got those things you want to work on and get out into the public.
Donovan: I know. I know. Well, the reason I brought it up is because I know you guys are always changing, innovating, and making things better for your customers.
Hank: That’s all you have to. You have to keep up with the market. And technology is moving so fast nowadays. You have to constantly be innovating. And we’re thinking, again, five, six years ahead. So, we have projects. It’s hard, too, because we don’t know exactly where the market will go. You know, we have a corridor that we’re in, and a lot of us are kind of taking a lucky guess and trying to hit a moving target. So, we do the best we can to innovate. And we look at our competition. We look at the industry. Everything that’s going on economy-wise. And we kind of use that to direct us to where we’re going.
Donovan: Yeah. And hopefully our economy keeps doing well, keeps growing, and we’d love to see more stuff being made in America.
Hank: One hundred percent. Bring it back home.
Donovan: Bring it here. Yeah. So that we can have more American jobs. So, you guys have a lot of middle-class American workers working for you guys. So do we. And it’s great to just see more of those guys getting jobs, guys and gals getting jobs.
Hank: We’re living the American dream. I can tell you right now.
Donovan: So, anyways, thanks so much for coming on.
Hank: No problem. I’m glad you had me.
Donovan: We’re glad that we get to work with you guys and just, you know, making a clean, safe environment for everybody in your shop and in ours.
Hank: Yep. And we’re glad to have you.
Donovan: Well, hey, thanks for listening. Thanks for tuning in. If you want more information about Mazak, you can go on their website. You can get more of their information. It’s all YouTube.
Hank: YouTube. Just check. Just Instagram. Instagram.
Donovan: Yeah, whatever you want. Yeah. And you can check us out on our social media. Facebook, LinkedIn, YouTube. And so, but thanks for listening. And until next time, just stay healthy and stay safe.
Hank: Thank you.
Narrator: Thanks for listening to the Dusty Jobs podcast. Breathe better. Work safer.
Crazy story – we met Derek Shaffer in Orlando at Fabtech 2024 when he happened into our booth. He was there as a speaker to talk about his Phd research project from Penn State on additive manufacturing. Little did we know that he grew up just down the road from Imperial Systems. He now works at Ellwood National Forge, just north of us in Corry, PA. Donovan talks with him about his research and the future of manufacturing. Derek also talks about what Ellwood National Forge makes and who they make it for.
Narrator: Welcome to the Dusty Jobs podcast from Imperial Systems. Industry knowledge to make your job easier and safer.
Donovan: Hello, welcome to another episode of the Dusty Jobs podcast. We get to meet all types of people here at Fabtech, which is awesome and great. And we’re sitting here with Derek Shaffer, who’s a metallurgist, did I get it right?
Derek: Yes, you did.
Donovan: From the Elwood National Forge. And we’re just honored to have you. You were a speaker this year at the Fabtech, right?
Derek: Yeah, yeah, so I was actually an invited speaker at the AWS Professional Program associated with Fabtech. They bring in a lot of the welding and manufacturing stuff. I had won an international award for some of my graduate work that I had been doing at Penn State.
Donovan: That’s awesome.
Derek: They invited me to come and give a talk on that paper as well. So I’m glad to be here, glad to talk to you guys and get a little exposure for that and for the AM field and while we’re doing it, Ellwood also.
Donovan: Yeah, and that’s great ’cause we’re a Western Pennsylvania company. You guys are a Western Pennsylvania company. So it was just great to see you at our booth here and talk a little more about that. So one of the things we, when we’re at Fabtech, I mean, I’m sitting in this booth all day long. But what’s great is that they have speakers like you and you got to go actually probably sit in on a couple of other people talking too.
Derek: Oh yeah, oh yeah.
Donovan: So can you tell me, ’cause I’m just getting to sit here all the time, what are a couple other topics that people could learn about when they come to Fabtech?
Derek: Oh, you can learn about lots of things. So most of the talks I sat in were part of the AWS Professional Program because I’m a welding and additive guy. But anything from, just in the additive world, you’re talking wire feedstocks, powder feedstocks, arc processes, laser processes, electron beam processes. One of the interesting themes that I saw in a couple presentations this year were welding in microgravity.
Donovan: In microgravity?
Derek: Yeah, so that way you can theoretically weld on the moon if you’re trying to assemble colonies or whatever up there, manufacturing facilities, you can send up a welder and you know what’s gonna happen.
Donovan: My guidance counselor in high school never told me that there might be welding in microgravity. I didn’t even know, so that’s gotta be some new stuff that’s like…
Derek: Yeah, it’s interesting ’cause you see kind of a trend where there’s some stuff where people were thinking about this stuff when we were first going to the moon. And then it kind of went away and now it’s starting to come back. More and more commercial space travel, the likelihood that we’re gonna start setting up manufacturing colonies, more investigation on things like the moon or Mars keeps going up and up. So the technology has to go up and up.
Donovan: So that’s awesome to me to learn more about that because it’s not just about somebody fixing a muffler anymore. There’s so much you can do if you get into welding and learn about it. Now, you, tell me more about this paper. What was your paper on? What did you get to talk on at this conference?
Derek: It’s been funny since I won the award for the paper based on a chapter of my dissertation. I tell my family and part of that was going to the International Institute of Welding Annual Assembly, which is in Greece every year. So I’m telling my family, I’m like, this is cool. And they’re like, yeah, we don’t know what you’re talking about. It’s a range of people who are like, this is a big deal. And you know, you talk to the AWS people and they’re like, this is a big deal. And then you talk to, and I talked to somebody else here today who was in welding and they’re like, yeah, I don’t know what you’re talking about.
Donovan: (laughing)
Derek: So the award is called the Henry Granjon Award. It’s a paper based award. So a bunch of people submit papers and they pick the best one. I was talking to Dr. Patricio Mendez from the University of Alberta. He’s big in the community. And any AWS person would know who you’re talking about. But he was like, oh yeah. The big thing to remember is the fact that you won that award means that some Chinese guy didn’t win that award.
Donovan: Oh.
Derek: And I was like, that’s America. Go Team USA.
Donovan: Yes.
Derek: But IW is an interesting organization because they’re all about bringing people in and disseminating information across borders and trying to bolster the technology as a whole, not just hey, US DOD is pretty advanced, but France can’t do that. So trying to level that playing field, I guess, so to speak.
Donovan: All boats rise with the tide.
Derek: All boats rise with the tide. So this paper in particular, like I said, based on a chapter in my thesis, is about the aging response of additively manufactured precipitation hardened stainless steel.
Donovan: Okay. You said a lot. And I’m gonna have to, we’re gonna have to break that down a little bit piece by piece, okay?
Derek: No problem.
Donovan: Additive manufacturing.
Derek: Yeah.
Donovan: Okay, so what’s that?
Derek: So additive manufacturing is probably the broad strokes part of this. And it encompasses a lot of things, right? So you have additive manufacturing on a tiny scale where you’re taking 10 micron sized powder particles that you spread out in a nice even bed and then you hit it with a laser and melt those particles together. And then you turn over and over and over in a layer into a shape.
Donovan: Gotcha. So it’s kind of like 3D printing.
Derek: So 3D printing is usually used as a term for like polymers, but also people call it printing when it’s melt. Like they’re pretty much interchangeable. But usually the first thing you think of when you think of 3D printer is the nice little filament plastic thing.
Donovan: Yes.
Derek: So metal people like to use the word additive manufacturing because now we can differentiate the two.
Donovan: Well, yeah, yeah.
Derek: Even though they’re not that different. So you have additive manufacturing on that scale, which was what my project used mostly, but there’s other types of additive manufacturing. You can still use a laser and powder, but now you could do things like spray the powder through nozzles at a melt hole that you make with the laser. And that goes a lot faster, but your dimensional tolerances go down. So each process has its give and take. It’s just like the difference between mig and tig welding, if you’re familiar with traditional welding, you know, it’s the difference between using a little ball peen hammer and a sludge hammer.
Donovan: Right.
Derek: Depends on the job.
Donovan: Right.
Derek: So, you know, now I work for Elwood. We deal with large custom forgings. We’re trying to make big stuff. Kind of our philosophy is bigger, better. And we need people to do that. And we need people to do that. You know, the Navy never won battles with centimeter scale battleships. So now that I’m getting into that length scale of things, it’s been interesting kind of taking what I’ve learned at these little lab scales on these little machines, looking at some of these processes that can lay down a lot more material and additive, but then also looking at the traditional and learning more of the traditional manufacturing through forging and casting.
Donovan: All right, so, okay. You’re gonna have to say it again. Your talk was on additive manufacturing, but what was the next part?
Derek: Yeah, so the next part is aging of precipitation hardened stainless steel. So aging is just a heat treatment that you do to give certain steel strength.
Donovan: Oh, okay.
Derek: The steel, the chemistry of the steel has to be designed such that something happens when you heat treat it that way. And then the precipitation hardened part essentially is the chemistry. So in these particular alloys, there’s copper in the steel. Copper doesn’t like to be in steel. So what happens is when you heat it up a little bit, the copper starts to come out as like little bubbles. It’s like when you put too much salt in your water and the salt starts to fall back out of solution. The copper starts to fall back out of solution in the steel.
Donovan: So it’s trying to get rid of it.
Derek: Yeah.
Donovan: And your process is trying to keep it in.
Derek: No.
Donovan: No, okay.
Derek: So the copper coming out is what actually gives the strength to the steel.
Donovan: Okay.
Derek: So what’s happening in additive manufacturing is we’re taking these alloys that were originally designed to be cast and rolled and forged. And we’re saying let’s atomize them and make them these little tiny powder particles and then hit them with a laser and expect the same exact response. You could tell anybody that and they would think that that’s crazy. Because it’s this big versus this big and totally different melt sizes and the whole thing. But that’s the expectation. And kind of one of our group’s themes at Penn State, I was in Dr. Palmer’s research group, one of our big themes has been, you know, we’re gonna have to start playing with these compositions. We’re gonna have to start adjusting these grades, coming up with new grades, specifically for additive. Because the translation’s just not there. So to take that back to what I was working on, what we’re seeing a lot in 17.4 in precipitation hardened stainless seals is a significant amount of nitrogen pickup and oxygen pickup in differences in manganese content and all these things. They’re influencing what phases we get. So you can think of like a 316 stainless steel. Versus like a high carbon steel. React very differently. And you’re getting that difference in what should be the same grade. So what we essentially tried to do is say, okay, well, if you end up with this behavior that you’re not supposed to get, can you bring it back to something that you want to get? So that’s, I was looking at the aging response of these different compositions and trying to essentially say, okay, well, if you have this type of composition, you’re gonna heat treat it this way. If you have this type of composition, you’re gonna heat treat it the other way.
Donovan: So you’re kinda coming up with a recipe on how to get the result of a hardening that you wanted in the steel.
Derek: Yes, exactly.
Donovan: Gotcha.
Derek: Yep. We like our recipes between the composition recipe and the heat treat recipe and the, it’s just a big cookbook over in the metallurgy world.
Donovan: You get all those dials tuned in right and you get a really good piece of steel.
Derek: Yep.
Donovan: So, okay, so you’re, – but the process you were looking at is, instead of the traditional way of doing it, you were using lasers to do it.
Derek: So that manufacturing is where the lasers come in.
Donovan: Yeah.
Derek: And that’s part of where you get that chemistry difference between the powder atomization process and then also consolidating those powders in the parts. You’ll pick up some of the cover gas, and a lot of times it’s nitrogen ’cause it’s cheap. And that nitrogen pickup and a lot of the oxygen pickup from the small powder particles, that’s what’s causing a lot of the changes in the heat treatment response.
Donovan: Right. And so you’re, you kinda helped develop the correct recipe for doing this, right?
Derek: Yep, yep. Basically we evaluated a bunch of different heats of material and we looked at a bunch of different heat treatments and we were able to figure out, okay, well, if we do this little preceding heat treatment and we up the temperature to this, how much does it change? And we’re actually kind of able to translate those pretty well.
Donovan: Okay, so what does that, for me not being in the field, not knowing 100%, what is the advantage to doing that with the laser as opposed to doing it the old way that you should do?
Derek: Yeah, yeah, yeah. So additive manufacturing in general. So the big advantage to additive manufacturing is flexibility, right? If you wanna make a part and then change something in your design and then print the next one a different way, you don’t have to change any tooling. You don’t have to do anything. You just change your drawing, shove it into the CAD program, you’re ready to go. The other thing is complexity. You see all these little complex matrix designs with all these internal features. That’s what additive, especially fat scale is really good for.
Donovan: As opposed to forging, right?
Derek: As opposed to forging. So you can think of forging, you make a block and then you have to machine your shape in. So if you have something on the inside that you wanna make something shaped on the inside, you would have to get a rolled sheet or a forging, cut it into pieces, machine the inside and then weld it back together. In this process, you make it all in one go.
Donovan: Nice.
Derek: All the internal features are already in there, all the complex features are already in there, you don’t have to weld assemblies. So one of the big examples of that and consolidating parts has been SpaceX’s recent advancements in their rocket nozzles.
Donovan: Oh yeah.
Derek: Originally was this big bulky thing and all these pieces when they were figuring out how to do it. And the more and more you work out of prototyping, you can consolidate parts because you know what needs to go where and you can print that all as one structure.
Donovan: I literally just saw the other day, there was a picture of the phase one rocket and they have the phase three gen three rocket and it is incredible. It’s like you’re looking at something that someone put together in their living room versus something that looks like it’s coming off a polished machine floor.
Derek: Exactly.
Donovan: So if anybody out there is listening or doesn’t know, like Google those two images and you will be amazed. And you’re saying that’s what additive manufacturing is helping accomplish in more and more and more different fields.
Derek: Yep, yep exactly. Yep, so additive is one of those things where like when it first started out, people are like, oh, it’ll never be more than trinkets. And it’s growing to the point where it has its applications. I do think that, you know, five years ago or something it kind of saw this peak where it was a little over hyped. Just as every new technology usually gets, we’re gonna use it for everything, 3-D print everything. We don’t need tooling. And then, you know, you kind of get this decline where people are really like, oh, it’s not good for everything. It’s not the most efficient process, but it is the most efficient process for certain things. And it is the best process for certain things. And I really think that where you’ll see additive coming a lot is for things like prepared on parts. So you can think of like, okay, we have a big cylinder like this thing behind us and something comes along and puts a big crack in it or something. Instead of scrapping that whole piece or forging a whole new bar, you could come in with additive and just fill that in and then re-machine that spot. This is also something that may sound familiar because welders have been doing this for years and years and years and years.
Donovan: Yeah.
Derek: Weld buildup, weld overlay, multi-pass welding. A lot of times it’s the same thing as additive manufacturing in the metal field.
Donovan: That makes sense.
Derek: And so a lot of what’s going on right now, as well as people figuring out where that niche is, is figuring out how to qualify pieces, especially with places like DOD and DOE who have a little higher standards and figuring out, okay, well, like what’s different compared to what we’ve been doing with traditional welding, which processes are the same exact thing and what can we kind of carry over from what we’ve learned from our decades of welding.
Donovan: Well, that’s awesome, man. So your role at Elwood though, is you’re helping take this stuff that was done on a small level and make it into a big level or are you working on other stuff there?
Derek: Well, I’m mostly working on other stuff, a little bit additive, mostly on like business development side. It’s not something that Elwood’s super familiar with yet. So part of bringing me on was, I handle a lot of large forgings for DOD applications, a lot of Navy nuclear propulsion applications. That’s kind of my main field, but they’ve also brought me on to kind of look at additive, look at opportunities to put additive different places, obviously working within a team of people who have also been looking at it in the company, but having that additive background, they tend to loop me in there, try to get my opinion. But yeah, it’s been interesting coming from additive and learning about all the traditional manufacturing and foraging and everything. It’s not something you get on a lab scale, moving up to like a 2000 or 5,000 ton press, you’re like, man, these are big.
Donovan: Yeah, I can imagine that that’s not really for a college campus, you can’t really have a giant forge there. So let’s talk a little bit about the Elwood Group and what you guys do. So if someone out there is listening and they’re saying, “Well, what would be some things you guys can help them out with?”
Derek: Oh, Elwood in general is an old company, we’re over a hundred years old. We’ve been doing high level custom forgings for that entire time. We started out in Elwood, Pennsylvania, which is a smaller town, we’re one of the biggest companies there. They then expanded to another forge house just north of there in New Castle, Pennsylvania, and have then expanded, I think it was in the 80s, they were having an issue getting high quality forging ingots. So they said, “We’re gonna make our own.” And now we have one of the, in my opinion, one of the best melt shops for high quality forging ingots. So we have electric arc furnaces, degassing furnaces, and then we have all of our remelt facilities. We’re actually getting a vacuum induction melting setup also. So our melt shop is one of the higher tech business units. They do great stuff. And if you need forging material, definitely reach out to Elwood Quality Steels, they’ll hook you up. On the forging side, we then have many forging options. We have open die presses at our facility at Elwood National Forge in Corry, Pennsylvania. We have at New Castle, just across the wall from the melt shop is a forging shop. They have bigger presses, 3500 ton and 5000 ton. They also are partners with Scot Forge at North American Forge Masters, where we have the largest open die forging press in North America.
Donovan: Wow.
Derek: And that’s where we make things like chipshafts.
Donovan: So you guys aren’t just, you make parts for other forges, plus you’re doing a lot of forging on your own too, correct?
Derek: Yeah, we primarily make, we’ll make forging stock for other forgers to use. But then we’re also doing the forges ourselves. We’ll take things, split it from the melt to the rough machine state. So almost all of our Navy new components are rough machine components to a shape that started in a melt shop two hours away.
Donovan: That’s awesome.
Derek: Yeah, so it’s really great to see things go from some scrap chips to something that’s going in a submarine. And we don’t just do things at that high level though too. We do a lot of oil and gas, we do a lot of aerospace. Down in Texas, we have closed die forging and cladding opportunities also. So we really run the gambit in terms of forging and melting.
Donovan: Well, it sounds like if it has forges in the name, you guys are in it.
Derek: That’s pretty much it. If you think you can forge it, we can probably forge it. Or we know somebody else who can help.
Donovan: You know a guy.
Derek: Yeah, yep. My boss always says, there’s an Elwood for that.
Donovan: Yeah.
(laughing)
Derek: So, yeah, it’s been a great company to start my career in for sure.
Donovan: Yeah.
Derek: Get my feet under me and learn a lot and meet a lot of people and figure out how the industry works.
Donovan: I’m just so glad that we ran into you here. A couple people from Western Pennsylvania trying to help build things for Americans in America. And just so glad, it sounds like the work you’re doing and the knowledge you have. I’m like smarter for sitting beside you, I think. So I just really appreciate you giving us a couple minutes to talk about everything you got going on. And looking forward to maybe seeing you again next year?
Derek: Yeah, hopefully.
Donovan: Okay, yeah, bring some of your friends.
Derek: I’ll try.
Donovan: All right.
Derek: Yeah, yeah, yeah.
Donovan: Yeah, so that’s great.
Derek: Absolutely.
Donovan: Well, thanks for coming.
Derek: Thanks for having me.
Donovan: Check out Elwood Forge. You can just Google them up. You’ll find all the information there if you guys need anything about that.
Derek: We all have websites. Main company, all the business units, you’ll find them.
Donovan: Yeah. So probably, is your paper anywhere? If anybody’s really interested in reading something like that?
Derek: It should be published whenever the reviewers get around to reading it.
Donovan: Okay.
Derek: That’s always the challenge.
(laughing)
Donovan: For all my published papers, I know. No, I don’t even have anything published at all. But thanks so much for sharing what you have. Like I said, it’s a great amount of knowledge, and everyone who gets a chance to talk here, or listen to this will probably just really appreciate it. So check us out on YouTube, social media, Facebook, all those things, guys. And until next time, stay healthy and stay safe.
Derek: Thank you.
Narrator: Thanks for listening to the Dusty Jobs podcast. Breathe better, work safer.
When selecting a fan wheel for a dust collection system, it’s crucial to understand the differences between radial blade fan wheels and backward inclined fan wheels. These two types of industrial fans serve distinct purposes and best suit specific applications. Below, we’ll explore their differences and when to choose one over the other.
Understanding the Fan Wheels
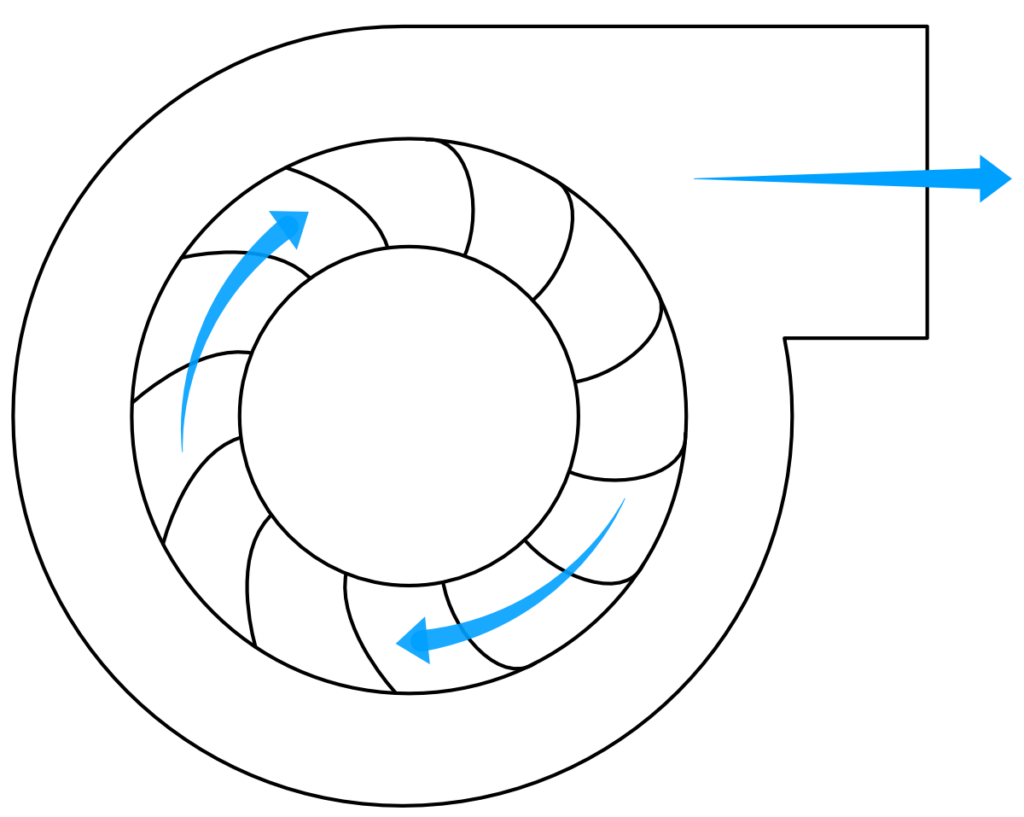
Backward Inclined Fan Wheel
Backward Inclined Fan Wheel
A backward inclined fan wheel is a type of centrifugal fan in which the blades curve away from the direction of rotation. This design allows for efficient air movement. Its common use is for general ventilation, forced cooling at higher pressures, and also in dust collection systems where the fan operates on the clean air side of the dust collector. The curved blades enhance efficiency by reducing energy consumption and noise while maintaining strong airflow.
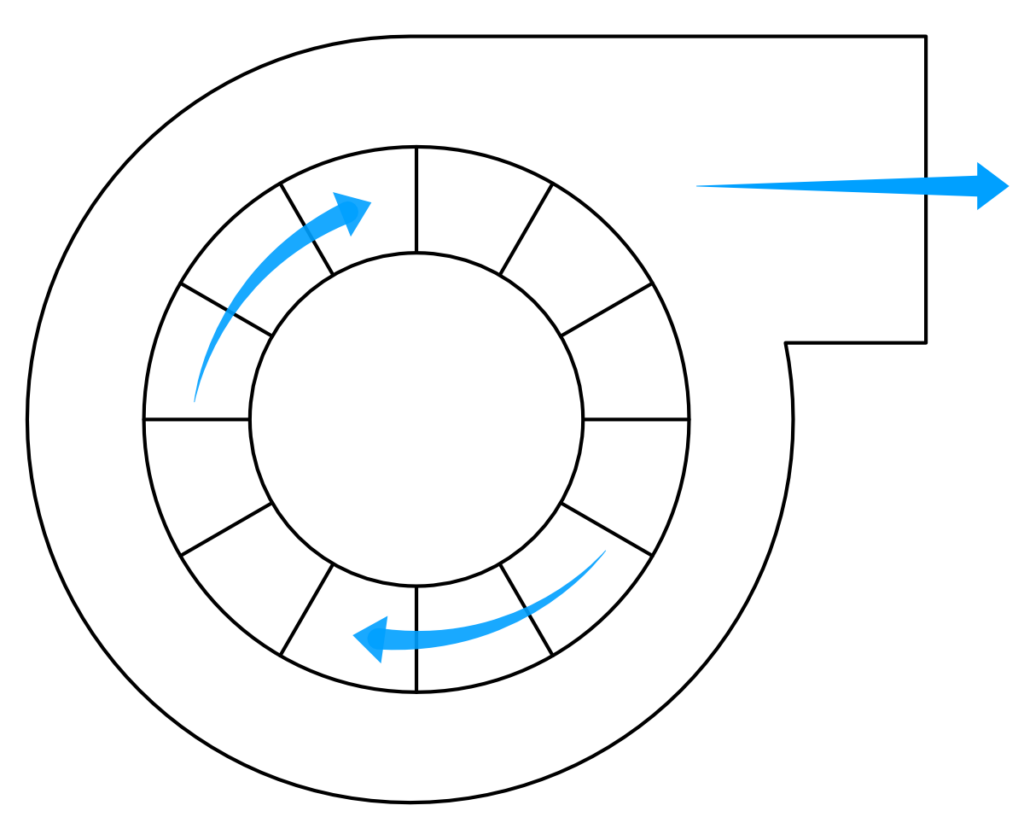
Radial Blade Fan Wheel
A radial blade fan wheel features flat blades instead of curved blades. These fans operate at high pressure and move air radially outward from the center of rotation. Due to their design, radial blade fans handle particulate-laden airstreams more effectively than backward inclined fans. This makes them ideal for dust collection applications where some dust bypasses the separation process.
Choosing the Right Fan for a Dust Collector
The choice between a radial blade fan wheel and a backward inclined fan wheel largely depends on the placement of the fan in the dust collection system:
Backward Inclined Fan Wheel: Best suited for applications where the fan is positioned after a dust collector that uses filters to remove dust from the air. Since these fans are designed for clean air environments, they work efficiently with minimal maintenance concerns.
Radial Blade Fan Wheel: Ideal for situations where the fan follows a cyclone separator, which may allow some dust to pass through. Radial blade fans are designed to handle dust-laden air efficiently without clogging or experiencing excessive wear.
Best Applications for Each Fan Type
Backward Inclined Fan Wheel Applications:
General ventilation systems
HVAC systems requiring higher pressure
Dust collection systems where the fan is on the clean air side (after filter-based dust collectors)
Industrial processes that require efficient airflow with minimal energy consumption
Radial Blade Fan Wheel
Radial Blade Fan Wheel Applications:
Dust collection systems including a cyclone where dust-laden air must still be handled by the fan
High-pressure industrial applications where particulates are present
Material handling systems where the air carries solid particles
Processes involving sticky or fibrous materials that might clog other fan types
Choosing the right fan wheel for a dust collection system is essential for maintaining efficiency and longevity. If the fan operates in a clean air environment, a backward inclined fan wheel is the best choice due to its efficiency and quieter operation. However, if the fan must handle dust-laden air, a radial blade fan wheel is the preferred option because of its ability to resist clogging and handle particulate matter effectively. By understanding these distinctions, you can select the optimal fan wheel for your specific dust collection needs, ensuring reliable performance and system longevity.