Your dust collector is supposed to keep dust or fumes from getting back into your facility. That means that the last thing you want to see is what we found when our ServiceMAXX technicians went on a service call to this facility: badly leaking filters in their horizontal dust collector.
How do you know you have leaking filters? Obviously, you might see dust in places it shouldn’t be, like coming out clean air vents. You might also see dust in the clean air plenum of the collector, but this isn’t exactly a place that’s easy to get to, especially in a horizontal collector.
The best way to find out if you have dust getting through a leaking filter is to have a professional conduct a dye test. Not only will this show you whether there are holes in your filters, but it will also show you any other places that dust is getting where it shouldn’t be.
DYE TESTING
In a dye test, a dye that fluoresces under ultraviolet light is run through the collector just like regular dust. After this has been allowed to go through the collector, everything is inspected with the UV light.
If there are no problems, the dye should only appear on the outside of the filter: the side that is supposed to be in contact with dust.
When spots on the inside of the filter start to light up, you have a problem. Dust isn’t supposed to be on the clean air side of a filter, and if the dye is getting through, dust is too.
WHAT WE FOUND
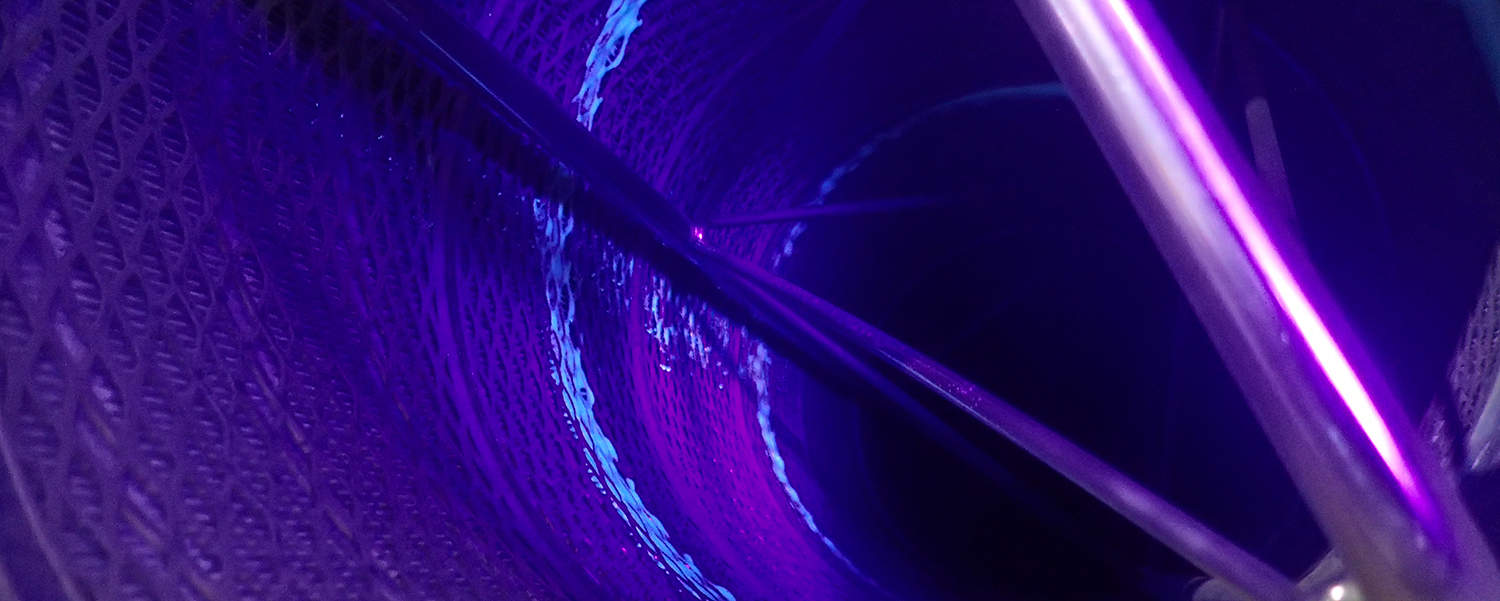
When our service technician visited this company, he found filters that looked like this:
The blue marks show where the dye accumulated after running through the system. This allowed the service technician to discover the locations of several problems. Some of the filters had holes in the filter media, which was probably caused by large particles hitting the filters and damaging them.
Some of them also appeared to be leaking around the gaskets. This is a common problem in horizontal collectors because of the yokes that support the filters, which are easily bent. This can pull the filter away from the tube sheet or the door and cause leaking filters.
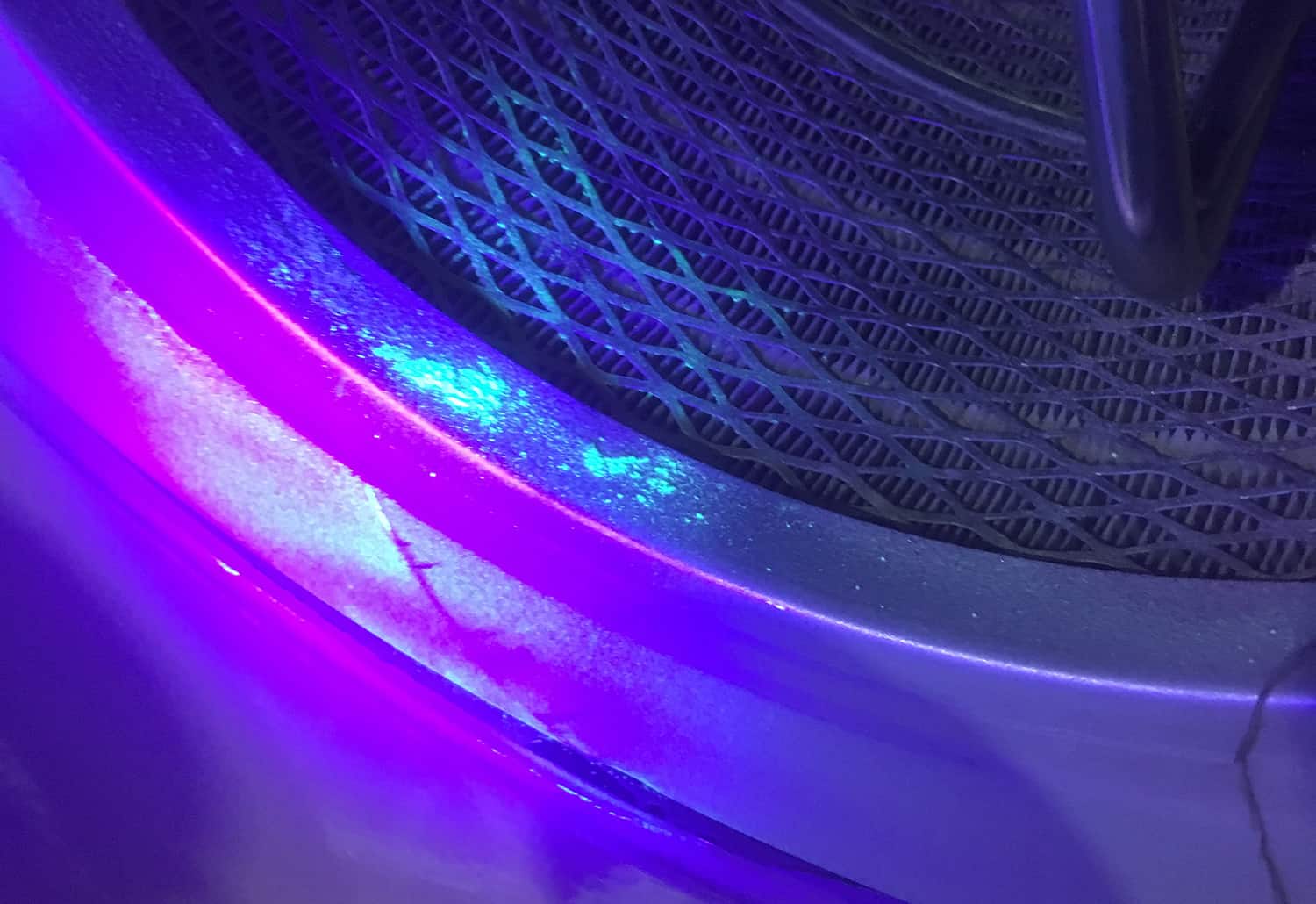
This photo shows how much dust was sitting on the yokes. These are inside the filters and should never have any dust on them unless you have leaking filters.
Our technician then took a look inside the clean air plenum to see how much dust had been getting past the filters. The results weren’t good:
This valve in the clean air plenum should have no dust on it or in it. The dye test showed a large amount of dust accumulating inside the clean air plenum. This dust can be very difficult to clean out, even after leaking filters have been replaced. If there is dust in the clean air side of the collector, it will continue to get into your clean air stream even after the filter issue is fixed.
REASONS FOR A DYE TEST
Any system can benefit from inspection by a trained technician. This can find problems you didn’t know were there, or things that can be fixed to prevent a problem.
Some problems that may be identified by a dye test:
Defective filters with manufacturing flaws
Failure of gasket seals
Damage to filters due to large particles hitting them (or being handled incorrectly)
Filter material damaged by high differential pressure
A bent or warped tube sheet (usually a problem in horizontal collectors)
Other areas where dust is getting through
Dust in the clean air plenum from past leaks that needs to be cleaned up
One frequent cause of filter failure is using the wrong filter media for your dust. DeltaMAXX nanofiber filters are highly recommended over cheaper and less efficient material, and for special applications media like spunbond PTFE can be used. The wrong filter media can cause filters to fail very quickly.
As another good reason to have a technician pay a ServiceMAXX visit to your facility, the inspection and dye test results can be presented in a report to prove that your facility is in compliance and everything is up to standards.
What is air filter differential pressure in a dust collector? It’s the difference in air pressure between the dirty and clean air sides of the filters. Most manufacturers recommend that you keep a regular log of the differential pressure measurements. But did you know it might also be a requirement in your air quality operating permit?
Each state issues its own air permits to any business that is going to create any kind of air contaminant. There are different types of permits, depending on the state, the type of pollutant, and the size of the facility. Sometimes businesses can operate without a permit as long as they comply with certain regulations.
Do air permits require monitoring?
The EPA’s Clean Air Act applies to operations that are major sources of air pollution or particularly dangerous kinds of air pollution. If your company is required to have a Title V Permit, you have very strict regulations to follow and are required to certify your compliance yearly. If you use baghouses, cartridge collectors, or similar types of particulate collection, take note. This often requires a record of differential pressure monitoring.
What if you have a state-issued permit, though? Does it say you have to keep a log of your differential pressure? And what happens if you don’t?
Your state’s air permits may require that companies using baghouses keep a differential pressure log. (The EPA and many state agencies refer to all fabric filter particulate collectors as “baghouses.”) Others may not require you to keep a log. But they might require that you take certain actions if the differential pressure indicates a problem.
If there’ no log of your system’s normal differential pressure changes, you may not know when there’s a change indicating a problem. Unusually high differential pressure might indicate that dust is blinding off your filters, and they need changing. If the differential pressure is much lower than expected, it could mean a couple of things. You could have a leak in your filters or somewhere else in the system.
Keep a log of what your differential pressure normally is. Because if you don’t, you won’t have a record to show a state or EPA inspector who comes to renew a permit or to look into a problem. Even if your permit doesn’t specify that you keep a log, it’s good documentation. It shows that you’ve been diligently monitoring your system function.
Recommended Air Filter Differential Pressure Monitoring
Dust collector manufacturers recommend keeping a differential pressure log, regardless of permits or regulations. Monitoring your differential pressure over time will allow you to see when your filters are getting close to needing changing. This lets you order and stock replacements on hand. It’s much more efficient than having to shut down a collector because the blinded filters are not working.
Monitoring can also alert you to other problems. For example, leaks in the system that let the air take a shortcut around or through holes in the filters. Any sudden or big changes from your normal differential pressure should be a warning that something might be wrong.
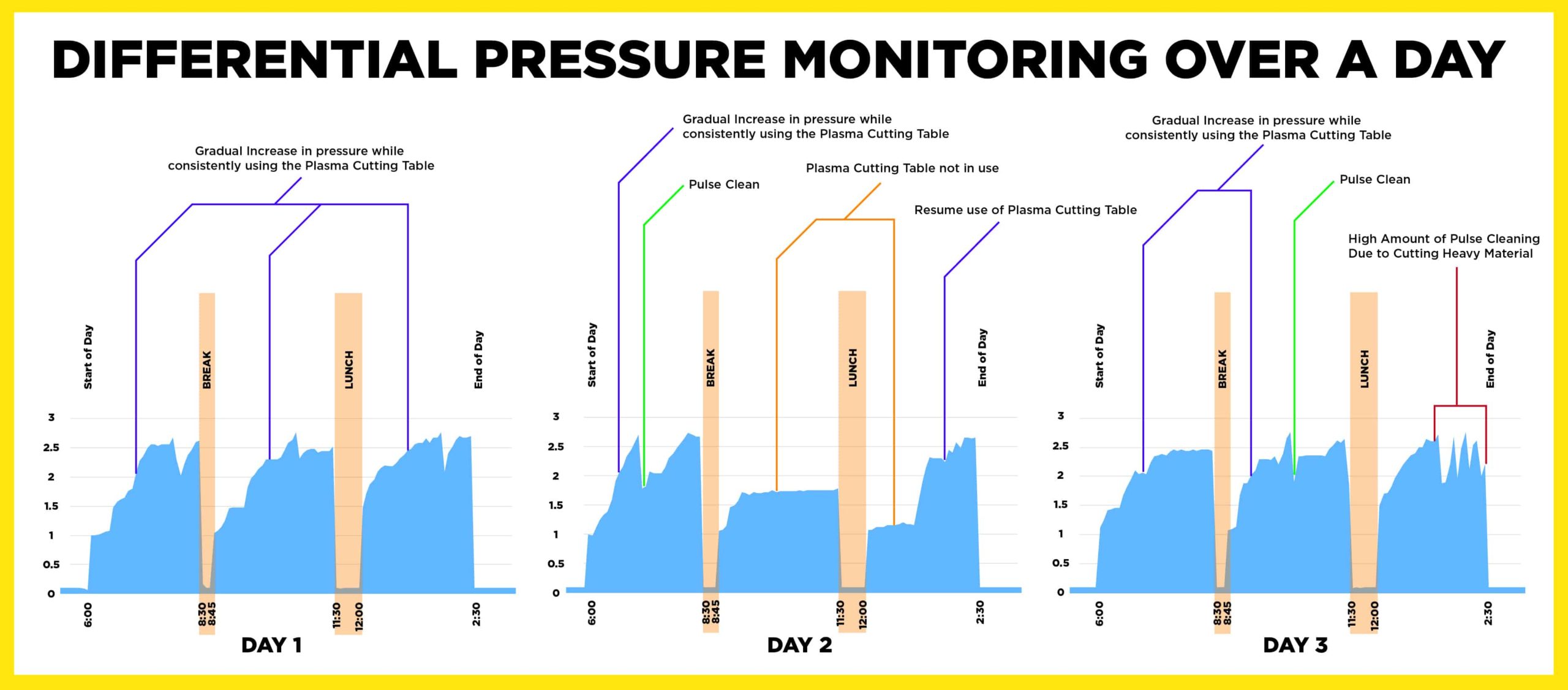
Here’s an example chart from an electronic differential pressure recorder. Every application would have a chart that would look different. The system in this sample chart below only runs for one shift each day. It does off-line pulse cleaning during breaks and lunch. You can see the pressure drop after each of these off-line cleanings during the day.
How you record and monitor the differential pressure depends on your system. Have someone monitor and record the number at specified times every day. Alternatively, set up an electronic differential pressure monitoring device to track it. Each system’s normal differential pressure graph will look different. The point is to know what your system’s “normal” is so you can tell if anything changes.
If you do have an air permit, review it. It probably contains some statement that you’re responsible for monitoring and maintaining your equipment to prevent air contamination. It might not specifically say that you have to keep a differential pressure record… but keeping that record is a great way to show that you have the monitoring and maintenance bases covered.
A spark trap (also called a spark arrestor) is a critical part of fire prevention in a dust collection system. They help block sparks before they can start a fire. We hope to answer some of your most frequently asked questions about our spark traps here. You can also watch the video below. If you need more information, please feel free to contact us.
How do spark traps work?
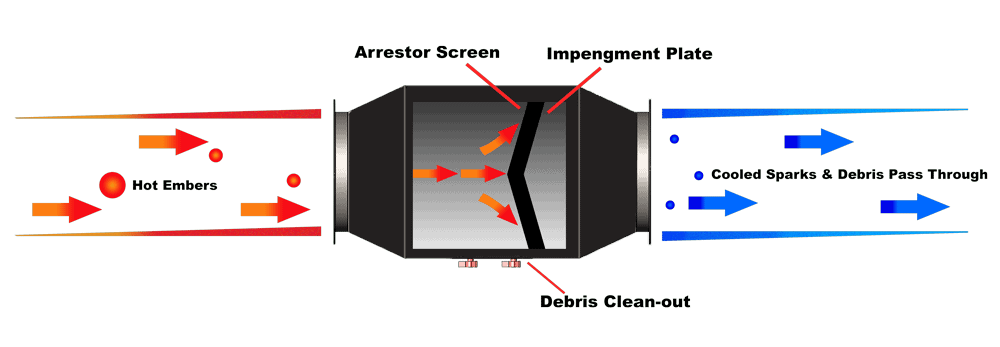
Our spark traps have impingement plates that cause turbulence and direct sparks and embers toward the walls of the spark trap, which knocks them around and causes them to lose heat. A screen blocks larger debris from passing through.
Why do I need a spark trap?
This is one of the most common questions. If there’s a danger that a spark could travel through your ductwork and ignite combustible dust or other materials, a spark trap may be an important part of your fire prevention system. If you need to know whether a spark trap will work for your application, contact us and we’ll help you find out.
What size spark trap do I need?
This depends on the size of your ductwork. We manufacture to fit almost all diameters. Our standard sizes are 6 inches to 40 inches but larger ones are available.
How do I connect the spark trap to my ductwork?
To make it easy to install, you can choose from three end types. We manufacture them with a raw end, a flanged end, and a quick connect end for clamping. Larger models can be heavy and may need hangers or other support.
Where in the ductwork does a spark trap go?
This is another one of the frequently asked questions. They can be installed vertically or horizontally. For proper functioning, the length of duct between the spark source and the spark trap should be at least one duct diameter, and between the spark arrestor and the dust collector should be at least ten times the duct diameter. A shorter distance will prevent the spark trap from working correctly and is not recommended. If you have a question about the length of ductwork, we suggest that you contact us for assistance.
What kind of maintenance does a spark trap need?
Our spark trap comes with a drop-down cleanout door that removes easily. This allows you to clean out debris and dust. There are no moving parts that need to be maintained.
Can they be used for high temperature applications?
If the temperature of air going through the spark trap will be higher than 200 degrees F, please contact us with details. There are options for higher temperature applications.
Does a spark trap work for every application?
There are some applications where spark traps will not be able to function properly. They do not usually work well for applications with wood chips or sawdust, or applications with sticky or fibrous material. We can help you determine whether a spark trap will work in your system.
Is your spark trap guaranteed to stop all sparks?
Another one of our most frequently asked questions. No spark trap is guaranteed to stop all sparks. Our design is as effective as a spark trap can be. A spark trap is an important part of a fire prevention system, but it should not be the only part. Our model meets all NFPA standards. We will take the time to help you decide what equipment will best meet your needs.
For any air filter, it’s important to know how efficient it is at filtering out dust and particles from the air. The problem is that not all dust is the same size. This will give you some idea of the different dust size that a dust or fume filter might have to deal with:
HOW BIG IS A MICRON?
A micron (also called a micrometer) is one millionth of a meter. As shown above, a human hair is about 80-100 microns. A sheet of paper is between 70 and 180 microns thick. Most fibers for use in making clothes are somewhere between 10 and 50 microns.
Here are some other things measured in microns:
BACTERIA – 1 to 10 microns
RED BLOOD CELL – 7 microns
MIST/FOG DROPLET – 10 microns
WAVELENGTH OF INFRARED RADIATION – 0.70 to 300 microns
WHAT IS A MERV RATING?
MERV stands for “minimum efficiency reporting value”. It is determined by testing a filter to find out what dust size it can filter. What’s important isn’t just the dust size, though. It’s also the efficiency: how much of that dust a filter can capture. There are three general categories of dust size used by ANSI/ASHRAE: E1, which is particles from 0.30 to 1 micron, E2, from 1 to 3 microns, and E3, from 3 to 10 microns.
The MERV rating tells you what percent of particles in that size range the filter will capture. Here are some examples:
MERV 6 – between 35 and 50% efficient for dust size bigger than 3 microns
MERV 10 – between 50 and 65% for dust size from 1 to 3 microns
MERV 15 – between 85 and 95% for dust size smaller than 1 micron
WHY IS THIS IMPORTANT?
Your filter needs to have the right MERV rating for your dust size. For an industrial dust collector, this is especially important for meeting OSHA regulations, keeping your facility clean, and keeping the collector working efficiently.
Metal fume particles and other industrial dust can be smaller than 1 micron. If you look at the chart above, you’ll see just how small that is. It’s much smaller than many other things you can’t even see.
Metal fume and smoke particles can also be dangerous for your health, so it’s important that a filter catches as much of that dust as possible.
DeltaMAXX nanofiber filters have a MERV rating of 15. This means that they will capture between 85 and 95% of particles in the 0.30 to 1 micron range.
If your dust is very hazardous, like hexavalent chromium, you may need to add a HEPA filter. These don’t have a MERV rating: their rating is usually between 99.95% and 99.99%.
So why not use HEPA filters for everything just to make sure? First, they’re expensive. Second, catching that dust size means that the filters have to slow down the air a lot and have a lot of resistance. This isn’t necessarily what you want happening in an industrial air filtration system. For most industrial applications, MERV 15 is efficient enough.
From May 2nd to May 4th, you’ll find Imperial Systems President/CEO Jeremiah Wann and Sales and Marketing Manager Justin Badger representing the company at FABTECH Mexico. Travelling to Monterrey, they’ll be bringing along a CMAXX dust and fume collector to introduce it to our growing international market.
“We’ve sold equipment to places in Mexico and Central America in the last few years,” says Jeremiah Wann. “We want to keep growing our presence there.”
FABTECH Mexico isn’t just an opportunity to give a new market a chance to see the CMAXX dust and fume collector. It’s also an opportunity for Imperial Systems to seek out new representatives of our products in the area.
“We have representatives all over the United States,” Jeremiah says. “We’re ready to find some dust and fume collection professionals who are ready to represent our products in Mexico and Central America.”
Many manufacturers in Mexico are upgrading their dust collection systems to provide better air quality for employees. Also, many international brands with manufacturing facilities in this area expect these facilities to meet the company’s overall health and safety standards.
Imperial Systems is ready to step into this market with the CMAXX, BRF baghouse, and other equipment to help these companies meet all of their air quality control needs. Bringing new representatives to work with us will help us expand into these areas.
FABTECH Mexico is a great chance to take the CMAXX to places it’s never been before. Keep an eye on our Facebook page for lots of photos as Justin and Jeremiah document their adventures! Like all our trade show experiences, we expect them to come back with lots of good leads and a few good stories.