In this episode of the Dusty Jobs Podcast, Donovan talks to the Owner and CEO of Imperial Systems, Jeremiah Wann. Jeremiah mentions what is new in the booth this year for Fabtech and also what the forecast of industry looks like. Donovan and Jeremiah also discuss new marketing videos being released and the amazing people featured in them.
Narrator: Welcome to the Dusty Jobs podcast from Imperial Systems. Industry knowledge to make your job easier and safer.
Donovan: Hello and welcome to another episode of the Dusty Job podcast. We’re still at Fabtech and today we’re talking with Jeremiah Wann, the owner of Imperial Systems. How you doing Jeremiah?
Jeremiah: I’m doing well. It is still Fabtech.
Donovan: Still Fabtech. We’re still here.
Jeremiah: Day two.
Donovan: How are you holding up?
Jeremiah: Doing good. You know you get a little tired but it’s good you know. Just nonstop talking the whole time.
Donovan: It is. But that’s good. There’s been a lot of people here. Seems like a very popular show this year. It’s great to see a lot of people coming back after kind of the years we had with with COVID and now it’s really a lot of people are showing up and it’s exciting.
Jeremiah: Yeah I didn’t know what to expect. I’ve talked to several companies in industry. Some of the kind of the leading you know larger laser companies and just seeing how things are going. You know, kind of gauging their you know their attendance and their sales and they’ve all had good things to say. So they’re all saying they’re still selling lasers. Customers are positive. They’re still buying stuff so we’re pretty hopeful things look good.
Donovan: Yeah so with that you know we’re here. We got a couple new things in our booth. A couple cool things we got going on and yeah I mean tell us about that tell us about where you’re gonna see what’s that’s new here when you come to the Imperial booth.
Jeremiah: Well well first thing when you come to our booth you may or may not see an alien in our booth.
Donovan: That’s true.
Jeremiah: That’s kind of a big deal. You know, this year we decided to do something a little different. We started a video series called Sparks of Creation. It’s a four-part video series but what we’re trying to do really is you know not so much try to promote our product which I know is a strange concept but just really try to highlight people that are passionate about the the welding industry in general and just just to kind of say you know kind of a little nod to people that are out there actually in the trenches doing welding day-to-day and you know kind of really getting down and getting dirty with like you know the the kind of the heart and soul of this industry which is welding right right? So, you know Jen Phillips was the one that we selected to do our first video with and she’s from Canada. I, Saskatchatoon I think is how you say it. Kind of up there in northern Canada and it’s just been fun. We visited with her for two days her and her husband now they’ve been here and she’s showcasing her work. She’s got an alien here that’s really a cool piece and then we commissioned her to make an eagle for us.
Donovan: It’s awesome. It’s beautiful. Yeah.
Jeremiah: It’s cool. It’s like a baby eagle so like it’s smaller. It’s not like a full-size eagle but I think they’re called what do they call it? Eaglets?
Donovan: Sure. Yeah.
Jeremiah: So it’s like an eaglet. It’s very beautiful.
Donovan: Yeah it is. It’s cool. If you got a big one there wouldn’t be a lot of space to put it so.
Jeremiah: Yeah a big eagle would probably be as big as me. Yeah I don’t want that.
Donovan: Yeah so it’s perfect for displaying.
Jeremiah:Yeah but anyway so we’re doing that. That’s in the booth. Our newest product is the you know the Air-Port edition. We’ve had the Air-Port for a few years now and I’ve got a lot of attention at Fabtech with it. The Air-Port is a modular weld hood with an integrated duct into it. So it’s the first ever of its kind to have that feature where the ducting is in there. You got a built-in spark trap in there. Adjustable dampers. Arched top to it. Just a beautiful hood. I mean aesthetically it’s amazing. It fits in and over robot very easily. The one thing that you know kind of customers were saying is you know we need it to fit to the safety screen with the weld curtain and that. We can never match that up perfectly you know so there’s always like a little transition piece or whatever and didn’t look neat. So we’re like –
Donovan: Now the original Air-Port, it came with curtains. You could get curtains on it. But people are asking for more than that.
Jeremiah: Well yeah I mean the curtains are nice but they kind of look messy and you know and you know you know me I mean I want things nice and neat.
Donovan: That’s true.
Jeremiah: And orderly and so we said why don’t we just build our own screen. So the new the new screen I’m going to call it a screen. It’s more of a panel system. But it’s cool man.
Donovan: I mean I know it definitely has a higher safety factor on it.
Jeremiah: Oh way more. Yeah.
Donovan: Like looking at here as opposed to a curtain where you could just walk through it. This has a very high safety factor on it. You’re not – you have to be very intentional about entering the same space as the robot.
Jeremiah: Oh yeah. I mean you’re definitely not going to walk through it. This one has clear acrylic panels on it. We did it for the show. The ones you would buy and put in your place you know would be a UV rated either a blue or a red panel. But yeah it’s pretty amazing. It’s got our signature crowns on it. It’s very easy to install. Yeah. So I mean it’s pretty cool. So yeah I’m pretty happy about it.
Donovan: Yeah. And we have it here actually working with our Shadow unit.
Jeremiah: Yeah with the smoke with the smoke machine.
Donovan: Yeah. And it’s it’s what’s what’s crazy is we’re sitting three feet, four feet away from the Shadow. I can barely even hear it where we’re at.
Jeremiah: It’s quiet. It purrs. The smoke machine that we added to it’s kind of cool. It you know it’s a good just a visual to see like how well it evacuates the smoke. And you can put a ton of smoke out of the machine. So like you know it really shows you know it shows it’s doing a good job.
Donovan: So if there’s a person in there working with a robot or a person that’s in there welding it’s going to it’s going to do a great job doing what our company’s about. And that’s you know making a healthier safer work environment for people so they can go home better every day to their families.
Jeremiah: Yeah for sure. Yeah. So no it’s it’s been good. A huge amount of response from it already. Everybody’s kind of taking pictures of it looking at it. I mean we’ve we’ve already quoted several of them and I think it’s going to be I think it’s going to be a winner. So anything new? What else did I miss?
Donovan: Well it’s it’s nothing nothing new but we still have a lot of our good products. CMAXX is here. Rhino Drum is here.
Jeremiah: All the Filtration line. That’s kind of new because you know this year we brought the filtration booth back to this hall. We had them in the fabrication hall last year and it was good but the main reason we wanted to bring them back was because you know we’re kind of like we wanted our whole crew together. So I think that’s been better. You know so I don’t know it’s pretty exciting. And the filtration line is going really well.
Donovan: It’s doing great. Yeah. It’s great. So it’s it’s really great for us to be able to have that in-house. We have that quality and assurance over our own filters so we can make sure we’re just we’re just putting the best product out there like we do with everything else that that we have here at Imperial.
Jeremiah: Yeah for sure.
Donovan: So when we’re talking about the Sparks of Creation, are we going to have more videos coming out on that?
Jeremiah: Yeah we have another one in the pipeline right now that we’re about ready to release. You know a little little teaser on that. That’s Steve Bunyard from ReIgnite Hope and I think I think some people have seen some of the initial videos on that and you know he he basically started a mission called ReIgnite Hope on Skid Row. You know essentially what he was doing was he is a pastor you know trying to minister to those people on Skid Row and what he was doing is they were they would you know give them money give them food give them clothes you know try to help them but they would notice that like no matter what they did they would just end up back on the streets again. So you know his thing was is like you know after praying about it and trying to figure out what the best thing to do was you know he for whatever reason welding came to his mind he’s like what if we taught these people how to weld. Well he didn’t know how to weld but he found people that did. He cast the vision. They started to train people off Skid Row how to weld and now they’re certifying them within several weeks helping them get jobs and transforming their life. So he says I’m teaching them about Jesus and jobs. So like I mean Steve’s an awesome guy and you’re gonna see a new video coming from him here pretty soon.
Donovan: If you’re really interested in hearing more about Steve and what they’re doing over at Reignite Hope we did podcasts with him about a year ago so if you go back to last season yeah you can listen to that and Steve really gets into the details of how right they got started and where they’re at. They’re just continuing to grow and help and bless people with not just helping them with today but helping them change their life so that they can continue to be you know live a good life right not just not just giving you a meal but giving them – what do they say – teach a man to fish yeah he eats forever. So that’s that’s kind of that mantra.
Jeremiah: No he’s great and so and how Imperial Systems is involved with him is what we’ve decided to do is every mobile weld semi-trailer that they build we will supply a Shadow for every single one – the Shadow the ductwork the whole thing we take care of that as a donation to him and we’re going to continue to support his ministry for as long as he does it. I teased him yesterday I said I hope you’re not too successful because this could get expensive but you know no and in reality I hope they’re really successful and transform a lot of lives.
Donovan: Yeah that’s great so that those people can learn and learn in a healthy and safe environment where they’re doing that. That’s great. Well thanks for coming on. Thanks for giving us a minute Jeremiah. We appreciate it and if you guys are around this year at Fabtech, next year at Fabtech stop in. Say hi to us.
Jeremiah: Yeah come see us.
Donovan: See our artwork. See our new products.
Jeremiah: Yeah, it’s a fun booth this year I really like it it’s one of my favorites.
Donovan: It’s been a good time. Well until next time stay healthy and stay safe. Thanks for listening.
Jeremiah: Thank you Donovan.
Narrator: Thanks for listening to the Dusty Jobs podcast. Breathe better, work safer.
In this episode we meet back with Beau from Weld.com. We had Beau on the Podcast last year at Fabtech and we were able to talk to him again this year. Last year Beau told us about the Weld.com App where you can go and learn how to weld with tutorials and find a job. This year he talks with Donovan about expanding a video series about welding applications and really showing what all there is in the unending world of welding.
Narrator: Welcome to the Dusty Jobs podcast from Imperial Systems. Industry knowledge to make your job easier and safer.
Donovan: Hello, welcome to another episode of the Dusty Jobs Podcast. We are still here at Fabtech again, but we have a friend from Fabtech back visiting us again this year, Beau from Weld.com. How’s it going?
Beau: You can find it anywhere. Anywhere you like listening to podcasts, we’re there.
Donovan: Everywhere?
Beau: Everywhere.
Donovan: Everywhere.
Beau: Except Stitcher, ’cause it doesn’t exist anymore. Did you hear about that?
Donovan: It doesn’t exist anymore?
Beau: Yeah, they got rid of Stitcher.
Donovan: Really?
Beau: Yeah.
Donovan: That’s, okay, well.
Beau: See, you learn something new every podcast.
Donovan: That’s right, learn it here.
Beau: Yeah.
Donovan: So, we were talking before this a little bit about how Weld.com is starting to do some new stuff. They’re shifting their direction a little bit. So let’s talk about what you guys used to do first, like where you guys were and then where you’re going.
Beau: Okay, so Weld.com, I love Weld.com ’cause when I was learning how to weld, it was an awesome resource because like, if there was a test or a process that I didn’t know much about, I had a video, I had a tutorial. But that’s the thing is like we have it. Like, Weld.com’s been around for since 2012, I believe.
Donovan: Okay, yeah.
Beau: So there’s a lot of information out there.
Donovan: Like a full library of back knowledge.
Beau: Yeah, and we talked last year about the Weld app that we put out.
Donovan: Right.
Beau: So the Weld app has an even more, like we have all that educational knowledge that you would want, you know? And so now, you know, I getting further to the industry I was like I want to see real world applications you know it’s like I want to see I want to see where this filler metal is made or I want to see how to repair something in person and so like that’s what we’ve started doing like I just visited Ivan Iler he’s a sculptor he was on the show Metal Shop Masters. I went up. We spent a day with him and his shop kind like talking about the process of being a sculptor and I helped him put a branch on this tree that we made together. And then the next day there was a scrap metal art festival. Like that was another reason I was up there. And so we talked to all the different builders that were there. We talked to the people that own the scrapyard that sponsors the event. Learned about like that industry. And but we’re just trying to do stuff that like gives you a better understanding of pathways because that’s what is missing in my opinion.
Donovan: Yeah, because it’s because you guys have education but now you guys are getting into application.
Beau: Yes, well that’s what it feels like people want. Like, they want a real-world application of like how do I – Austin Hargett, Dr. Weldz, he is like our main man dude out there explaining stuff these days and he just went there was a roller coaster that people needed a crack repaired on.
Donovan: I’m sure somebody wanted that fixed.
Beau: Oh, yeah. You probably want to get your cracks on your rollercoasters fixed as soon as possible. But yeah, he went and he repaired it showed you you know the steps of like let’s do testing to see how bad it is. All right let’s clean it out and do another layer of inspection of actually grinding away and seeing what the crack like how far it spread. But it’s not staged because like he gets halfway through this like cleaning out and he starts he found a drill bit and like a hole. The repair needed to happen because it was not done correctly so he showed you like how to fix all those things but that’s like something you can’t find in a book you know and but it also is more about showing where you can go with welding not just like how to weld. It’s like what what can I be like what kind of welder can I be.
Donovan: Right because we’ve got a lot of young people now. They’re looking to come into the field of welding to come into the industry and you know there are things out there that you know my guidance counselor never told me I could be a roller coaster repairman you know but but that’s what a welder is. A welder I can go out there and they can fix a lot of things and do a lot of things and it’s not just going to the auto body shop and welding the same seam every day anymore. There’s a lot more out there. That’s awesome that you guys are doing that.
Beau: I mean, I just want people to see see how expansive the industry is, you know. It’s like you don’t have to be XY or Z like when I was getting trained they’re like you can be this this this I was like no no no no. There’s got to be more than that. And so, you know, there’s laser welding you can work on spaceship. You can go work underwater. You can go work on ship vessels. Like there’s non-stop applications for welding. And that’s what makes for a great YouTube channel, you know. It’s like you never have a like you’re not gonna run out of ideas when it’s an endless field. You know, we can never know everything about welding. So let’s try. Like, let’s see how close we could get.
Donovan: When you say endless fields, I mean just walking around the show here. You can see how the industry it’s not getting smaller. It’s growing and there’s new things that people are coming up with that they’re innovating, that that there’s new applications in this every day and with jobs coming back – onshoring, there’s gonna be even more of a need for people to get in this field and learn more about how they can can help.
Beau: Yeah, and even like manufacturing is coming back. Like a lot of manufacturing and trying to bring… like making things. Like steel. Steel is a very big thing that we don’t make a ton of over here in America, except for the scrap industry. Like we make more out of recycled materials than like actually foundries, you know? So it’s like, but everyone was like, oh, we’ve been outsourcing all this different stuff. Like, and now we don’t have anything when the supply chain breaks down, you know? It’s like everything that went down during the pandemic, it really opened up everyone’s eyes of like, we should probably keep some stuff here in case we need it, you know?
Donovan: And that’s bringing more opportunity for people to come into these fields. And they’re good jobs.
Beau: Yeah.
Donovan: Yeah. It’s not like low paying. It’s not, you know what I mean? If you have a little bit of common sense and a little bit of work ethic, you can make it in this industry, make a good living at it.
Beau: Okay, say you’re not the greatest welder, you know? It’s like if you’re not the greatest welder and that’s what’s like stopping you from trying to chase your dream, be a salesman. Be a technician. Like there’s so many jobs in the welding world that need to be filled and if you know how to weld or even have basic welding knowledge like you’re qualified for jobs that pay you way more than the ones you’re probably looking at on Indeed, you know? It’s like the jobs where – the easy jobs to find there’s more out there like if you just do a little digging. Like the Weld app – another plug, sorry.
Donovan: That’s why you’re here.
Beau: So the Weld app, we do have a job board too. Like you companies can post their jobs but as a welder you can post yourself on there saying I’m qualified to do all these different things. This is how far I’ll travel and this is how much I would like to get paid. So it’s like there’s that aspect.
Donovan: That’s a really cool platform for for that. Yeah.
Beau: It’s all about just trying to help you know. Like we just want to help people be able to learn more. Help people get the jobs that they’re looking for because that’s what people ask about all the time is like how can I get a job you know? It’s like where do I go to get a job? It’s like, just look. Like, they’re there. They’re out there.
Donovan: They’re out there. That’s great. So is there is there anything else that’s coming up in the future are you guys just gonna continue down this path?
Beau: We’re continuing down the path man. Like we’re restructuring the content. Trying to be out and about. Show behind the scenes more and just want to hear what people think you know. It’s like so far we’ve gotten a really good response of being like no yeah this is this is what we want to see. We want to see more of this real world stuff.
Donovan: Nice so if you want to see more of this information, see the scrap festival, things like that you can go on to –
Beau: On the Weld.com
Donovan:YouTube or find out on Weld.com
Beau: Yeah.
Donovan: Oh that’s great. So thanks for giving us a couple minutes to tell us what’s going on with you guys. We appreciate it.
Beau: What’s going on with you?
Donovan: Not much. We’re here at Fabtech. We’re showing, you know, trying to just help people stay healthy when you’re welding with your, you know, lung safety and trying to make a better work environment for people who are getting in this industry so they can be doing it for a long time and stay healthy while they’re doing it.
Beau: That’s the way to do it. That’s a great thing. I love, your industry is one of my favorites. Being a musician and singer, it’s like I’m very conscious about my lungs and my throat so like I appreciate what y’all do.
Donovan: Yeah, yeah. So that’s it. You know, just trying to help people get home healthier their families every night. We can do it.
Beau: Sweet.
Donovan: Well thanks for coming on like I said and you know you guys can check us out on YouTube, Facebook, LinkedIn, Instagram and TikTok. So I’m sure you guys are on all those platforms too.
Beau: Oh, yeah.
Donovan: Go to over to Weld.com. Check out both stuff, and until the next time, stay healthy and stay safe.
Narrator: Thanks for listening to the Dusty Jobs podcast. Breathe better, work safer.
We were able to sit down with Jen Phillips a metal artist at the Fabtech Convention for metal fabrication. Jen was able to share about how she got started in welding and sculptures. She also was able to talk about this pieces she had for viewing at the Imperial Systems booth. She also talked about an exciting new commission with Black Rifle Coffee Company.
Narrator: Welcome to the Dusty Jobs podcast from Imperial Systems. Industry knowledge to make your job easier and safer.
Donovan: Hello and welcome to another Dusty Jobs podcast. We’re live at Fabtech this year. This year we have Jen Phillips as our resident artist, I guess, this year at Fabtech. We have a couple of your pieces in the booth. Thanks for coming and helping us out.
Jen: Yeah, thanks for having me.
Donovan: It’s been an exciting show. So if you hear some noise or you see some people in the background, it’s ’cause we’re live. We’re live here at the show. But Jen, tell me a little bit about yourself. How did you get in touch with Imperial Systems? Did we reach out to you? Is that right?
Jen: Yeah so I believe it was Erin who found me on social media maybe. Instagram or TikTok kind of maybe seen one of my videos and found it interesting I guess. She’d probably seen that I was in the archery too. I know Jeremiah, owner of Imperial, is a big bow hunter so maybe that you know helped her get a hold of me.
Donovan: That’s awesome. That’s awesome. So we had you make a piece for us, right?
Jen: That’s right, yeah. So the eagle, it’s in the booth today, actually.
Donovan: So you’re watching the video, it’s a little picture of it there, but I’m sure we have some pictures.
Jen: Yeah, there’s some pictures online for sure.
Donovan: It looks awesome. It’s great.
Jen: Thank you so much. It’s cool to have a few pieces here at Fabtech for people to see in person, right? ‘Cause it’s so different than seeing a picture online versus real life.
Donovan: But you haven’t always been like a sculptor, right? You started out welding in a totally different field. Am I right on that?
Jen: Yeah, yeah, most of my welding career. So I actually just got into like art sculpture of like four years ago, three and a half years ago. So it’s fairly new to me. Yeah, I started out oil field fabrication in high school. I got a job at a fab shop. So yeah, stick welding, mig welding, lots of structural steel.
Donovan: Okay, so you’re in high school. You’re there. Did you have a family connection or was this just something you were interested in on your own? Did you go to trade school? How did that happen?
Jen: So my stepdad worked oil field my entire life. Yeah, my parents got remarried when I was three, so my dad, I guess, called him. But yeah, so I mean, I think there always has to be a little bit of a connection, ’cause right for a young girl to get into welding and stuff. So yeah, I think just watching his success in the industry kind of persuaded me to want to get into a trade. I didn’t really know either what I wanted to do. I wasn’t ready to choose a career. I know a lot of girls, they know they want to be a nurse or a teacher and I just didn’t really know, so I figured the trade would be a good route, make some money. The schooling is a lot shorter, so it’s kind of less of a commitment, I guess. So yeah, I got a job at the fab shop and fell in love with welding. Like the first time I tried it, I loved it.
Donovan: So what were you guys building at that fab shop?
Jen: So it was a lot of pipe fabrication. So like tacking and welding pipe modules together to send to the compressor stations. I did a lot of structural seal. So pipe saddles and supports, repads. So kind of a little bit of everything in the shop.
Donovan: Yeah, that’s great. Now were you the, I’m gonna ask this, were you the only lady in the shop or were there other ladies?
Jen: Yeah, I was the only lady welder. I know they did get a few over the years, like pipefitters, but as far as women welders, yeah. Lucky me, hey, you’re the only one.
Donovan: Well, I’m gonna ask for the other ladies that are out there thinking about getting into trade. Tell me about that experience. What was it like being a lady welder with a bunch of other guys?
Jen: So obviously very intimidating. I think my age too, right? You’re 16, 17 years old, and most of the men are like quite a bit older than you. Yeah, so it’s very intimidating, but I mean the biggest advice I have would just be like hard work. I think men or women, everyone appreciates good work ethic. So, I mean, you might have to prove yourself a little more than the guys, but once you do, the payoff is worth it.
Donovan: Do you feel like you got to a point where you were just another welder, it didn’t feel like you were–
Jen: One of the boys?
Donovan: Or did you always feel like, I don’t know.
Jen: Absolutely, yeah, I think, I mean, it took a little bit. I was very lucky though, because my brother was also, he was a pipe fitter. So like a lot of that, when I did go work in the field, I was like working with my brother on a job. And my dad was probably up there. I had an uncle. So our family was very involved, you know, oil field. So I was very fortunate to have, you know, my brother looking out for me to learn from him.
Donovan: Well, that’s good. Sometimes working with family can be a nightmare. It’s great to know.
Jen: Yeah, I mean, it can go either way for sure.
Donovan: Yeah, I think if I was working with a lot of white siblings, they’d probably be kicking me in the ditch or something.
Jen: It wouldn’t go very well.
Donovan: That’s good, that’s good. So okay, so then you’re working in that. What caused you to, what was the catalyst to this transition from doing that work? Did you just make a shift or was it like a gradual, like you started dabbling into it? How did you go from one to the other? –
Jen: Yeah, so kind of by fluke, it’s not like I woke up one day and was like, I’m an artist, yeah. It didn’t go like that. I got pregnant, had my daughter, Ellie, and you know, working out of town wasn’t a very good option. There wasn’t a ton of work in town. And I mean, for like a new mom and, you know, a lot of jobs aren’t accommodating of a family life.
Donovan: So when you say in town, I didn’t even ask, where are you from?
Jen: Okay, so I’m originally from Alberta, Edmonton, Alberta. Yeah, so, I mean, there was some jobs, just 10 hour days, six days a week is very tough for a new mom. So that’s kind of when the idea sparked in my head, like maybe, you know, I could start my own thing. My original plan was nothing to do with art. I was going to do like table legs, tables, benches, shelving, like stuff like that out of my garage.
Donovan: Like a very functional piece.
Jen: Yeah, but at the same time I was very undecided. I had Ellie and then four months after that I went and got my B Pressure, like pipe welding ticket actually. So I’m like certified to be pipe welder, but then I fell into the art thing. So yeah, I started welding like again, table bases, benches in the garage, making some money on the side. And then I got had a couple requests to do like small pieces of art and I had no art experience.
Donovan: What was the first thing you did?
Jen: The very first thing I did was a little bird made out of like utensils so I just yeah super random. I made it for my grandpa actually so it came together and I’m like oh that’s kind of fun. Posted online and then got like quite a few more requests so I think it was just gradual I would get requests I didn’t turn anything down ever. Like I took on every single job that came in and I didn’t know who I could do it. Right. I’ve never done it before. I have no art background. So completely winging it to that.
Donovan: Which is probably great because it’s helped you, I would imagine, develop your own style, your own technique, the way you do it as opposed to being taught a way to do it. You kind of have your way of doing it.
Jen: Yeah, I think if I did go to school at this point, like art school, it might even like mess me up a little bit just because I do things how I do them. So yeah, I think commissions kept coming in and more and more of them and then they were just getting bigger and bigger and like even now this past year has been crazy as far as growth and learning because I take on these jobs that are like way over my head. I just kind of have to figure it out along the way.
Donovan: But like you said you just you just work hard.
Jen: Yeah. Yeah. It’s trial and error but lots of hard work and long hours, but it’s worth it when you pull something off, right? You’re like, “Holy shit, how did I do that?”
Donovan: So what’s your favorite piece you’ve done so far?
Jen: Ooh, that’s a tough one. That alien was the hardest thing I’ve done so far, so that might have to be my favorite.
Donovan: So you’re talking about this alien. So everyone who’s just listening, describe this alien. And they could go see it on what? What’s your social media?
Donovan: Yeah. I’m a little slow. I got to say things a couple times.
Jen: I wasn’t getting that but now.
Donovan: Okay so this alien, I mean this is big, this is like a four foot statue. It’s an alien busting out of the top of a spaceship. He’s got a mic in his hand. He kind of has this kind of a snarky look on his face.
Jen: Yeah, a smirk.
Donovan: Yeah, yeah, like he’s getting ready to tell a joke.
Jen: Right. Yeah and I think that’s like the hardest part about doing this kind of thing and why that What was so hard is the animals, like you need to give them an expression, but this is like, I really was going for a certain look. So it’s one thing to like build something, but to give it life and give it a look on its face.
Donovan: Or an expression or a feeling.
Jen: Yeah, that’s the hard part. I mean, it’s people are like, how did you do that? It’s just welding for me, ’cause I’m just a simple welder. I just weld and grind and weld and grind, and I keep doing that until it turns out. It’s really not that hard.
Donovan: Don’t tell anybody that. –
Jen: It’s not that complicated. Yeah, anyone can do it.
Donovan: So you’re saying it’s not that complicated. So if someone else is looking at your stuff and says, “Man, I’d like to give this a try.” What would be some tips you would give to anybody who is out there and saying, “Man, I just wanna start trying something like this.”
Jen: My advice would just be to go for it, right? I mean, of course there’s some doubts. I’ll get a commission opportunity and there’s some doubt in my mind, can I do this? I think just go for it. You won’t know. And I can think about a project and try and plan it out, ‘How am I going to do it’ for a week. But it’s really just getting in the shop and trying it out. And if it doesn’t work, try again, right? Yeah, I think just go for it.
Donovan: So just go to Harbor Freight, buy a welder, get some metal.
Jen: I mean, OK. So when I say easy, I guess I already have the welding. Because that’s the huge part. I’ve had over 10 years of welding experience.
Donovan: That’s true.
Jen: Okay, for me, maybe it’s not that easy. I take it. First you need to go to welding school, learn how to weld.
Donovan: Go to welding, it’s easy. Just go to welding school, be a pipe fitter, get certified.
Jen: 10 years of experience.
Donovan: 10 years of experience.
Jen: Honestly, yeah, I think for what I do, I use my knowledge of what I’ve learned in the oil field industry. And a lot of my, as a welding apprentice, I did a ton of grinding on metal, right? And that’s half of my stuff, is learning how to work metal, form metal. So it’s, even though I don’t have art background, I guess, like for me, it’s learning about how to work with metal and polished metal. So, okay, it’s not anybody to do it.
Donovan: Yeah, I mean, metal, it’s its own medium. It’s its own piece. And knowing how something’s gonna react when you put it together, how it’s gonna react when you start grinding on it.
Jen: Yeah, I think too, like essentially for me, it’s a bit challenging, ’cause you’re trying to do with metal like what you would do with clay. Really, essentially, right? Like, it’s, yeah, it’s except harder because clay, you already have the big piece and you’re taking off. This is like you’re adding metal.
Donovan: Put your thumbs into it and make it do what you want. You gotta like–
Jen: You can’t just wipe off your mistakes.
Donovan: Right, you gotta like get in there.
Jen: Hours and hours of grinding and rewelding. But I love it. Yeah.
Donovan: So what do you think– what’s coming up? Do you have anything you’re excited about? Do you have something in your mind that you just are going to be making?
Jen: Yeah. I have a couple of really cool jobs coming up this year, this year, next year. Have you guys heard of Black Rifle Coffee Company?
Donovan: Yes. Yeah. I know.
Jen: I’m going to be doing like Tactisquatch, so the big Sasquatch. Yeah, so I’m really excited for that. Again, it’s going to be very challenging for me. But those are the ones where you learn the most and you grow the most when you’re challenging yourself. So yeah, I’m really excited to take that on.
Donovan: So if anybody out there is listening and they want to see that, get on your Instagram, start following you.
Jen: Yeah, start following me. I’m pretty good about uploading the process because I think– I mean, people can look at that, but it’s really interesting for people to see how it came together, right?
Donovan: Yeah. Yeah. Yeah. That’s it.
Jen: 100%. Right. Pretty interesting.
Donovan: That’s awesome. And we’ll put some links in this video, in this podcast to your stuff. So anybody who’s interested can go. And then, yeah, just metal. I’m going to read it off the card so I don’t mess it up. It’s on MetalMonkeyDesignCo.com. That’s you. So you can go there and see everything you got going on. And you’re still open to people want to commission work.
Jen: Absolutely. Yeah, I got some commissions open for next year. So hit me up a few you want something done
Donovan: Get in on this level because it’s only going to get more expensive from here?
Jen: Yeah, we hope so.
Donovan: We gotta get those Christmas gifts. We gotta take care of take care of the kids get the college funds.
Jen: That’s right
Donovan: Well, hey, thanks for coming out we really appreciate having you at the show everybody. Thanks for listening You can follow us on Facebook, Instagram, LinkedIn, Snapchat… no, not Snapchat. Sorry. TikTok.
Jen: What is a dust collection company upload on a Snapchat?
Donovan: I don’t think we do. I think we do TikTok. We have a TikTok now.
Jen: Okay.
Donovan: So, but yeah, follow us on all those. And until the next time we get to talk, stay healthy and stay safe.
Narrator: Thanks for listening to the Dusty Jobs podcast. Breathe better, work safer.
Another episode of the Dusty Jobs Podcast from the Powder and Bulk Solids Show. For this show we meet up with Chris Cloney from Dust Safety Science again as he discusses the important aspects of the show. He talks about always trying to progress the mission of combustible dust safety and providing everyone with the necessary information to help mitigate a combustible dust event.
Narrator: Welcome to the Dusty Jobs Podcast from Imperial Systems. Industry knowledge to make your job easier and safer.
Donovan: Hello and welcome to another episode of the Dusty Jobs podcast. This is going to be our last install here at the Powder & Bulk Solids Show. Chris Cloney is joining us today from Dust Safety Science. How’s it going, Chris?
Chris: Good. How’s everyone doing?
Donovan: Good. We’re doing good. This is like, this is your show. This is like your playground of dust safety. This is where everybody comes to talk about, like where, what you guys are all about, isn’t it?
Chris: Yeah, I mean, the powder show has been a great event for us to come to for the awareness and education of combustible dust. Obviously, the industry is here, plastics and powders and food and wood and pharma and chemical are all creating dust. That’s why you care about it. But a lot of cases that’s combustible dust and that’s what we do all day every day.
Donovan: Yeah. So tell everybody maybe it’s not familiar with your organization, what you guys are all about.
Chris: So our small team runs Dust Safety Science, Dust Safety Academy, Dust Safety Professionals, and it’s all around awareness and education for combustible dust. We have a podcast and run for five years now. We’ve had you on the show before. We’ve been on Dusty Jobs.
Donovan: You guys have like 250 episodes something like that now, right?
Chris: Every week for almost five years.
Donovan: Oh my gosh, that’s a lot.
Chris: A lot of talking all about combustible dust. Can you believe there’s that much to say about it? So we do awareness education. Somebody needs help you send a request through we find an expert anywhere in the world to help them out. We have a number of companies like yourselves that support those efforts. We do a lot of educational material like the conference here right last couple days doing a lot of presentations and moderating of sessions trying to bring people together to understand the challenges.
Donovan: Yeah. Yeah, you know, were talking about this before –regulations are changing all the time. Yeah, people are coming up with better and safer ways to help people go home safe at the end of the day and you guys are as far as I know you’re one of the people who do one of the best jobs tracking that –
Chris: I appreciate that
Donovan: Knowing what’s going on a great resource for anybody out there who is trying to figure out more about their situation or their dust you guys just are a treasure trove of knowledge.
Chris: I appreciate it. Yeah, from the newsletter every Sunday again going on five years. Every fire and explosion we can find in combustible dust we send it out. Yeah, Dust Safety Academy. It’s got 1700 people in it. There’s open forum there. People’s ask questions get answers, weekly digest so. If if somebody else is creating more material combustible dust trying to trying to further the mission then then I don’t know I don’t know who that be.
Donovan: So yeah, I sat in on your guys online seminar just a couple months back. That was great so many professionals on there talking about just more knowledge. It was like drinking from a fire hydrant trying to learn everything. You being someone who has this huge experience huge knowledge base on what’s going on from this show what are some things that you know if you didn’t come to this show what did you miss out on, what’s some stuff that I mean that new or learned about.
Chris: There’s there’s a couple pieces. One – so we’ll go through three things. But one it’s just nice to be back interacting with people in the flesh. I know with the world events and traveling all that we’re just sort of ramping up in last year so having events but it’s good to have that in-person communication. The reason is just so much faster. So yesterday through our help desk we had three requests plus two DSP requests, Dust Safety Professionals. Training out of Quebec for combustible dust. Is hay dust explosible? TNT equivalents of sugar which actually I know about from a past life in defense research and stuff, if you can believe that. Testing large test sites out of Europe. Where they are located and you know in five or six questions like that.
And within about 20 minutes of walking around the show it says, “I know this person has an answer, go talk to him.” “I know this person has an answer, go talk to him.” We were able to get all that support, help desk requests, Dust Safety Professional requests moved along. At a speed that was just, you know, via email, it takes forever. Now, you guys are responsive, but not everybody responds because of your email. So to have that in-person capability at these events come to one of these events. I appreciate Informa putting it on, and Powder Bulk Solids putting it on. That’s really where in a day people are getting answers to the hundred toughest questions they have, and I think that’s a really big piece.
Donovan: There has been a really great turnout. There’s been a lot of good people here. We’ve had a lot of people come through our booth and just getting to know them and learn from them too as they come in about what they’re doing and how we can help them or how they can help us.
Chris: Yeah, you got it.
Donovan: Yeah.
Chris: So that was number one. We ran a whole track on combustible dust yesterday. Started in standards and regs in the morning moving on to dust hazard analysis in the middle of the day and then hazard management so explosion protection, fire protection options in the afternoon. Really meant take people through that journey and the piece that was a big takeaway for me was that that’s still really important. You still have people that are every you know, every spot of the spectrum for combustible dust. People that don’t recognize the hazard through they started to recognize has they need that education
What really hit home is that a conversation with the large multinational Well, held safety management large multinational, pretty new to the field. She said she came in on Tuesday walked around it was just overwhelmed. You know every vendor of every system and every from from dust collection to explosion protection to fire design and since she almost couldn’t talk, it was too much information. She came to the education session yesterday. Walked right through with all the speakers there again regulations, identify, assess, address combustible dust hazards. Here’s your options and afterwards she came to thank me and said, “I feel more comfortable now going back and talking to everybody next day. I feel like I have that level of understanding.” I know the problem when they say a a flameless vent or a dust collection system or filter receiver whatever the piece of information.
So that that education was really important to keep, you know, front of mind instead of throwing whatever and the end thing is that you have at people, “Here, here,” you know. “You need a suppression system.” Try to understand why in some of the background.
Donovan: That’s true, I mean some people who are new to the industry, just terminology like what is what, what you need, what you know, maybe you do need this on your system, you don’t need that on your system, it can be overwhelming. And that’s something you guys can help with too, helping walk people through that with just a real basic understanding.
Chris: All day, every day. People just ask us questions from, I said Dust Safety Academy, the emails we send out, the podcasts. People will just email and say, “What is NFPA 660?” We’ll talk about this in a second. Just the really basic stuff.If you’re thinking and ask it to us, because we’ll get you over that hump instead of not understanding for three months. Myself or somebody from our team has brought back, it’s like, “This is definition combustible dust.” “Ask NFPA,” or whatever it’s gonna be. It could be the most basic question in the world. If you’ve got it, somebody else has probably had it, and we’ve probably answered it before.
Donovan: Right, and don’t get hung up on that basic question. Don’t get hung up on that. We wanna help–
Chris: You can’t get safety if you don’t move forward, right? So don’t get hung up there and get to the, yeah.
Donovan: ’Cause that’s your goal, that’s our goal, is just to help people have that safer work environment so they can get home safe every day.
Chris: Yeah, you got it.
Donovan: Yeah, so, and okay, so what were you gonna say about NFPA?
Chris: So this morning we did a panel on NFPA 660, which is the standard for combustible dust. It is a combination of all the older NFPA standards, the current NFPA standards, I should say. So today the framework is 652 is the fundamentals of combustible dust. 61, 44, 655, 654. And I missed one, but there’s five of them are industry and commodity specific standards covering grain, wood, sulfur, metal, and other particular matter. That’s sort of your standard set for how NFPA sits today. They’re all different documents. They’re all very technical in nature.
Donovan: And they’re all unique.
Chris: And they’re all, they’re all unique. They’re all different layouts. Chapters are in the same order. So low point 660 then, and it’s been a tremendous effort by the NFPA committees for all those groups as listed, is to combine that into one document in a hierarchy that’s set up so it’s much easier to understand hazards of combustible dust, you understand that, again, identify, assess, address, framework that’s in there. But if you have questions, you know, and that’s what the panelists heard this morning, is open discussion, we have four of the six committee chairs there, just open forum discussions on what NFPA means, NFPA 660 means for the industry moving forward.
Donovan: Yeah.
Chris: And so the biggest things, I mean, the three top concerns that we talked about, people are worried that’s gonna cause onerous, you know, more requirements.
Donovan: Right.
Chris: The fundamental guiding principle of putting these together, and I’m not on the committees and I’m not NFPA. So from my understanding, but the principle is to actually have no net impact on industry, it’s more of an organizational exercise. So there may be a couple tweaks here and there that are, that are, I’ll say more minor, but it’s unlikely that your industry, whatever you’re in, graphite or coal or wood production or wood or, it’s very unlikely that’s gonna beca whole read write of your combustible dust safety management system. Because 660. It’s really meant to be a platform to help us as a community develop standards moving forward. So you don’t need to be worried that’s gonna re-change everything that you’ve done.
Donovan: I gotcha. So 660 is more of an overall arching to understand the combustible dust standards.
Chris: Yeah.
Donovan: But then you’ll still have to go down into your specific standard to really get into the weeds of it if you need to, right?
Chris: Yeah, it’s just easier now, because it’s all in one document, because it’s the way it’s set up. So to give you an example, it’s recursive. So chapters one and nine are fundamentals, that’s what was in your 652 document. And then chapters 11 and 15 are those other standards I said was added above and beyond the fundamentals for the material you’re studying. The really cool part is the layout is, I can’t think of a less nerdy word than recursive, so I’ll say recursive. But, so say section 4.2 is the owner and operator requirements for combustible bus. I don’t know if that’s the number of it, but say that was it. The additional owner and operator requirements for grain handling would be 11.4.2. The additional owner and operator requirements for metal would be 12.4.2. The additional requirements for other particular matter would be 15.4.2.
Donovan: So, not the other ones were any different. This is a little more logical layout too. So that if you go to this and then you can go to your section underneath it.
Chris: Exactly. And so like I just explained, you could read those, you understand all the combustible dust owner and operator requirements in about 10 minutes. You couldn’t do that in the current standard. You’d have to read every document and because they’re in different order and have different way the–
Donovan: Different flow patterns.
Chris: Conflicts are dealt with. You’d have to read each one, understand each one, understand where the conflicts are, and then kind of come up with a hypothesis on what you think it means for all combustible and then so you have to be really smart which the NFPA committees there but you’re coming in from the outside there’s no way to do it today.
Donovan: Yeah, if I’m the guy in my facility who’s tasked with figuring this out that’ll be a lot.
Chris: Or the or the guys trying to sell, you know equipment to support that operation. It’s confusing for everyone involved. So 660 again, like it literally would take 10 minutes to read those sections. Yeah, this makes sense. This is how it is across all combustible dust and that’s not possible in the current standards.That’s that’s really the the overarching goal for 660.
Donovan: Is it out or is it coming out?
Chris: It’s coming out. First draft came out in October last year, October 2022. There’s public input. Public comments were accepted on that draft till January of this year and now the committees are all voting on those public inputs that came in. So the way the process is they vote on the public inputs and change the documents are made. October this year the new draft will come out. You have another round of public comment they call it instead of public input. Basically the same you put input into the changes that were made. They’ll come on another draft then there’s another chance to appeal at NFPA’s conference in person in 2025 and then the the standard will go out from there. So we’re sort of in the middle, I guess. There’s a draft out there. You can access it today
Right now it’s www.nfpa.org/660, click on next edition. Click on first draft and click on view report or something, it says. You’ve got to create log in credentials. It’s just the way it is. It helped me out. But you do that and you can view the whole thing with all the public input. If somebody’s made a comment they had to leave their name the reason why they think it’s important to to consider, and you could actually understand where 660 is today just by going to those – I know it’s saying it verbally on here is nothing. If we had a we had an image of the 660 thing then we might be able to show how to do it. It’s quite easy. Much easier than people think, right? They might sit here for the next six months and say I don’t know what’s in 660. I’m scared about my section. You just go read it right now.
Donovan: Right and that’s what’s great is that it’s not – there’s not just some people out there who are making up whatever they want. They’re listening. I mean I didn’t know all this but it sounds like there’s a lot of steps to make sure that whatever comes out at the end is gonna be the best for everybody that’s involved.
Chris: Yeah. And it’s, the committees are anywhere from 20 to 30 to 40 people. And I’m estimating last three years, like the average might have been 40, 50 hours. Some I know spent up to 150 hours. So you’re talking high thousands, maybe tens of thousands of hours.
Donovan: Yeah. People are taking their time.
Chris: And they’re not just the gurus, the experts. They have to have a mandatory split of consultants, insurance, end users, large end users, the big companies in the world, smaller end users, couple researchers in there and that sort of thing. So try to get every viewpoint in. And they hash it out. It’s, I don’t know, it could be a bloodbath in some of those trying to get, but that’s the point, right? To bring different perspectives in and then try to get a better doc at the end of the day.
Donovan: Right, which a better document is gonna make it clear for everybody who has to use these, clear for everyone who’s trying to implement them. And then in the end of the day, what it’s gonna do is it’s gonna make a safer environment for people who are working.
Chris: Yeah, and easier to understand too. You can go figure out what your requirements are as per NFPA where, I mean, you can do that today, but it just takes more effort to figure out.
Donovan: It gets tricky.
Chris: Yeah, so that was the big takeaway from that panel. There are a lot of specific discussions. I’d say if you have a question about how it impacts you or your industry, reach out to Donovan. You can also reach out to myself.
Donovan: Yeah.
Chris: And, well, I already explained, that’s what we do. People ask these questions all day every day, so we’re happy to help.
Donovan: Yeah, reach out to me, I’ll ask Chris.
Chris: Yeah. You got it.
Donovan: But, so is there anything else that, you know what I mean, that’s coming up, anything new with you guys coming up that you wanna tell people about?
Chris: I mean, there’s always new stuff going on. 660 is a big deal. If you’re a Canadian company, if you’re working out of British Columbia, they just came out with their proposed regulations on combustible dust. Um, so that’s a big deal if you’re working on British Columbia or you have clients working on British Columbia.
Donovan: Yeah.
Chris: I think it’s only open for public comment for six weeks or something like that. So then this comes out, it may, it may have missed the public comment stage, but it’s good to be aware of what the changes are to the regulations there. Um, lots of stuff overseas in terms of new and novel, and that would have been stuff covered at conference, land spending and suppression and isolation. and that sort of stuff, but that’s like leading edge, things that will impact the standards five years from now. You know, the latest in science of how to protect and prevent dust explosions.
Donovan: Yeah, learning more every day.
Chris: Yeah, for us, we’re just trying to double down with our team of, again, increasing awareness, doing education component, and then helping people when they have a question. And then stick their hand and say, “Hey, I’m lost. I don’t know what to do. I don’t know how to choose a widget that does X, Y, and Z. I need somebody to come and support me.” Our team get better and better at saying, quickly getting them to a place where they can get the help they need.
Donovan: Yeah, yeah, and that’s what’s great about what you guys do. You’re building the network so people can get answers, get ’em in a decent amount of time. And yeah, ’cause it’s, nobody wants to get bogged down with trying to figure out stuff on Google if there’s people who can just know it. So, and especially, like we were talking about, walking around here, you have the chance to come to a conference like this, it’s a great opportunity to walk around and talk face to face with people who are doing it full time.
Chris: You got it. And if you’re listening to this and you like podcasts, Dust Safety Science Podcast is our show.
Donovan: Oh yeah.
Chris: We’re 250 some odd episodes. Again, only about combustible dust. That’s if you can believe that, but it’s true. We covered a lot of ground from, from Zimbabwe to Jordan to North Carolina to, to here in Illinois, we talked about it all. So yeah, it’s a good spot.
Donovan: Yeah. Yeah. Well, well, Chris, thanks for coming on. We always enjoy having you on. You’re such a wealth of knowledge. It’s like drinking from a fire hose from you sometimes. I’m trying to keep it all in. But we love having you on. And we’re just looking forward to next time we get to talk to you. I’m sure it’ll be about exciting stuff. But I hope you have a great ride home. We’re signing off here from Powder Bulk. And I just want to say thanks for listening, guys. Everyone who’s out there, like, share. Share this with other people who might be trying to figure out what NFPA 660 is or what’s coming up. And until the next time we talk, stay healthy and stay safe.
Chris: A hundred percent. Thanks Donovan.
Donovan: Yep.
Narrator: Thanks for listening to the Dusty Jobs Podcast. Breathe better, work safer.
Dust collector filter cartridges are a critical component of industrial dust collection systems. They help capture and remove harmful dust and fume from the air. Over time, the filters in these air filtration units become clogged with dust and debris. This reduces their efficiency and potentially compromises the air quality in your facility. It is important to know when to change your dust collector cartridge filters to ensure that your dust collection system is operating effectively and efficiently.
1. Monitor Differential Pressure
One of the most common ways to determine when it’s time to change your dust collector filter cartridges is to monitor the differential pressure across the filters. As dust and debris accumulate on the surface of the filters, it becomes harder for air to pass through them. This increases the differential pressure. When the differential pressure reaches the measurement specified by the machine manufacturer, it is time to change the filters. 5 – 6” w.g. is a common pressure threshold that the industry observes.
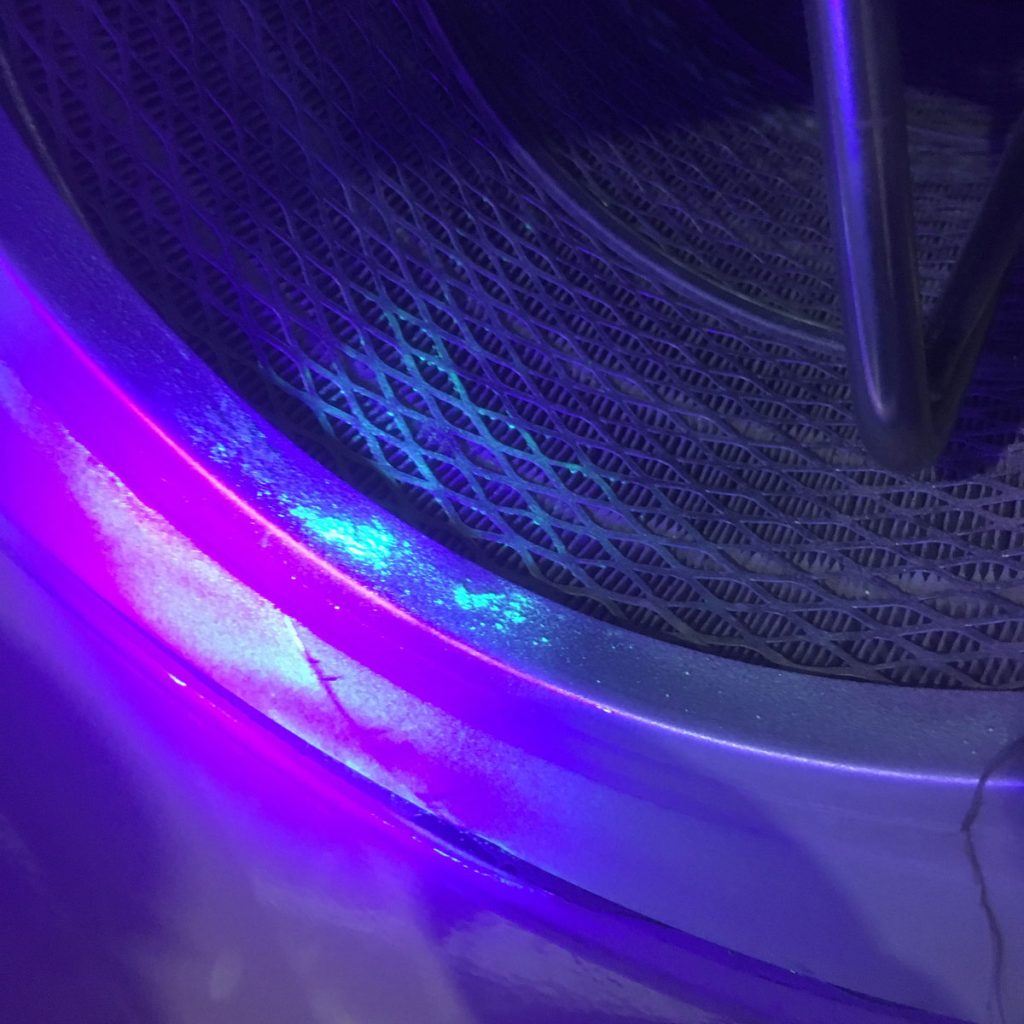
These filters are being tested with a UV light for leaks and holes.
2. Inspect the Filters for Visible Damage
In addition to monitoring the differential pressure, it is also important to visually inspect the filters for signs of damage or wear. If the filter media appears to be torn, ripped, or otherwise damaged, it is time to replace the filters. Similarly, if the seals appear to be worn or show signs of damage, replace the filters at that time. One indication that a hole or leak may be present would be a sudden drop in differential pressure or particulate blowing out of the dust collector.
3. Consider the Type of Dust and Application
The type of collected dust and the specific application can also impact how often to change the filters. Dusts that are particularly abrasive or corrosive, for example, may require more frequent filter changes than less abrasive dusts. Similarly, applications with high dust volumes may require more frequent filter changes than applications with lower dust volumes. Facilities that run multiple shifts may require more frequent filter changes than those that just run one shift.
Why Replace Your Dust Collector Filter Cartridges
Depending on what type of filters you need, how many filters you require, and how many dust collectors you have, doing a complete change-out can be costly. While it may be tempting to clean your dust collector filter cartridges to extend their service life and save on replacement costs, there are several reasons why replacing the filters is often a better option:
1. Reduced Filter Efficiency
Cleaning dust collector filter cartridges can be a messy and time-consuming process. It can also reduce the efficiency of the filters. When cleaning filters, some of the dust and debris can embed in the filter media, reducing the overall filtration efficiency. Over time, this can lead to increased emissions and decreased air quality in your facility.
2. Potential Health Risks
Cleaning dust collector filter cartridges can also pose potential health risks for workers. As dust and debris dislodge from the filters, they can become airborne and workers can potentially inhale them. This can lead to respiratory issues and other health problems.
3. Increased Maintenance and Downtime
Cleaning dust collector filter cartridges can also increase maintenance and downtime for your dust collection system. The cleaning process can be time-consuming and labor-intensive, and it may require specialized equipment or cleaning agents. In addition, cleaning the filters may not always be effective in removing all of the dust and debris, which can lead to more frequent filter changes and increased downtime for your dust collection system.
4. Damaged Filters
Cleaning your dust collector filter cartridges may cause potential damage to the media or structure of the filter. Many filter cartridges are designed receive an even distribution of compressed air during cleaning inside the filter housing. A concentrated blast of compressed air to a specific area, such as during a manual clean, may create tears or introduce small holes in the media, rendering the filters useless.
Conclusion
Overall, it is important to monitor the differential pressure and condition of your dust collector filter cartridges regularly and to replace them when necessary to ensure that your dust collection system is operating effectively and efficiently. While cleaning filters may seem like a cost-effective solution, replacing them can help to ensure that your facility is maintaining the highest level of air quality and worker safety. If you’re uncertain whether or not you need to replace your dust collector filters, contact the filter team at Imperial Systems for more information.
The price tag on dust collector cartridge filters often brings a shock to those trying to decide what type of dust collector or brand of filter to buy. Let’s look at three scenarios that may arise when shopping for replacement filters. Then we’ll discuss the additional value you get from a cartridge filter.
When you break it down, the answer to this question is actually pretty simple. Buy a horizontal style filter, such as those in a Donaldson Torit, ACT, or many other similarly designed brands, and you get less filter media per cartridge. Then compare a filter such as the DeltaMAXX Prime with 400 square feet of media with one of the brands mentioned above that have 190 – 250 square feet of media. You will quickly see that you are not getting the same type of filter. The best way to compare is to divide the cost of the filter by the media square footage to determine the cost per square foot.
There are other issues that you may not initially consider when comparing the two types of dust collectors. Dust collectors with horizontal filters have one major inherent flaw. Following installation, they quickly lose about 25 – 35% of the available cartridge filtering area. When the filters start to separate dust from the air stream, the dust begins to lay on top of the filters. This dust quickly becomes so thick that air can no longer pass through. Consider this the next time you calculate the available filtering media when comparing styles of dust collectors. In reality, the amount of available media is roughly 150 – 200 square feet, which increases both the cost per square foot and the frequency of filter changes.
Not all filters are created equal. When you consider purchasing filters from a supplier that is offering a lower cost, you need to verify these items:
Does the filter have the same dimensions as your current filters, and will it fit in your dust collector? Get a drawing to ensure that it matches.
Make sure you are getting the same media as well as the same square footage. Many manufacturers of aftermarket or non-name brand filters cut corners. They sometimes use inferior media that won’t last or won’t capture dust as efficiently. Sometimes these manufacturers will use less media to save on cost. If you buy replacement filters from Imperial Systems’ sister company Imperial Filtration you can be certain that their fabrication meets the original manufacturer’s specifications.
The specific type of filter and media may be directly related to a safety feature intentionally purchased in your dust collector. A good example of this would be Imperial Systems’ IDA certification in the CMAXX dust collector. These filters have been independently tested and certified as a safety device in some combustible dust applications.
Let’s review the first item we discussed above. How much media are you getting per filter? Most bags are around 20 – 30 square feet. It takes a lot of filter bags to equal one filter cartridge in terms of the amount of media. To add to that, filter bags are generally not as efficient, and can leave your system expelling toxic, harmful particulate back into your facility or the environment. Lastly, have you ever changed filter bags? Almost no one wants to do that job. It takes a significant amount of time compared to the minutes of changing a cartridge collector. It is one of the dirtiest jobs there is – just ask Mike Rowe!
So, why are cartridge filters for dust collectors more expensive? We might argue that they are not priced high enough for the benefits they present.